




- 所有产品分类
-
ptfe板材
ptfe棒材
ptfe软管
ptfe硬管
ptfe槽
ptfe球阀座
ptfe模压件
ptfe螺纹件
ptfe密封件
ptfe绝缘件
ptfe定制环






18925878089






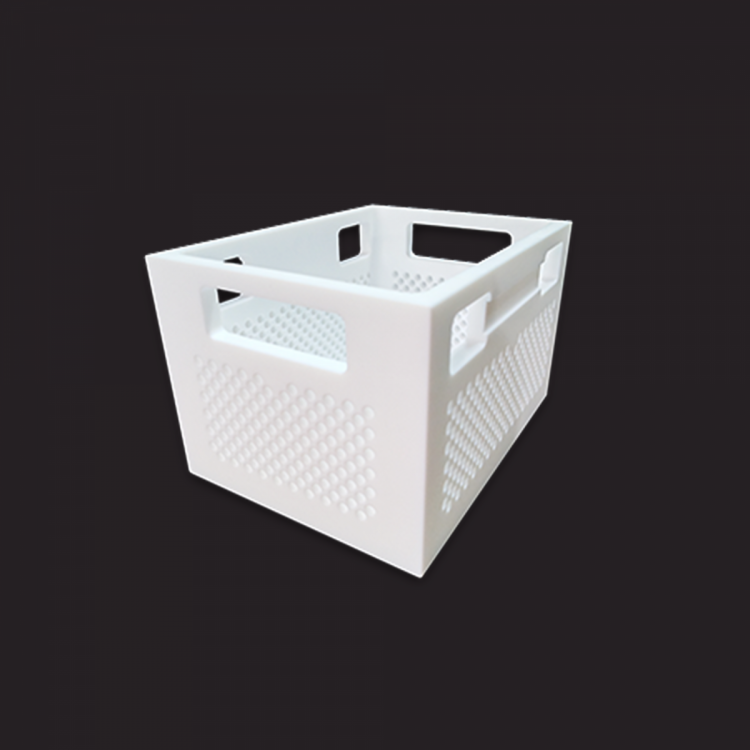
详情描述
PTFE垫板模压件
工艺
模压成型:
将预处理后的PTFE树脂放入模具中,模具的设计需根据产品的形状、尺寸和性能要求进行定制。
在压机下进行模压成型,通过施加适当的压力和温度使PTFE树脂在模具中熔融并压实成型。这一过程中需要严格控制模压温度(通常在350°C至380°C之间)、成型压力(通常在20MPa至50MPa之间)和模压时间(一般在几分钟到十几分钟不等)。
烧结:
成型后的垫板需要在烧结炉中进行烧结处理,以进一步提高其密度和性能。烧结温度通常与模压温度相近,但会稍高一些以确保PTFE完全熔化并固化。
烧结过程中需要控制烧结时间和烧结温度,避免过烧或欠烧导致的性能下降。
冷却与脱模:
烧结完成后,将垫板冷却至室温并进行脱模处理。在冷却过程中需要控制冷却速度和时间以防止垫板变形或开裂。
后续加工与检验:
对脱模后的垫板进行必要的后续加工,如修整边缘、打孔等。
进行质量检验,包括尺寸、外观、性能等方面的检测,以确保垫板符合相关标准和要求。

询价单


 冀公网安备13010402003046号
冀公网安备13010402003046号