

联系姓名:袁俊芳
联系电话:0317-8556706
所在地区:河北/沧州市
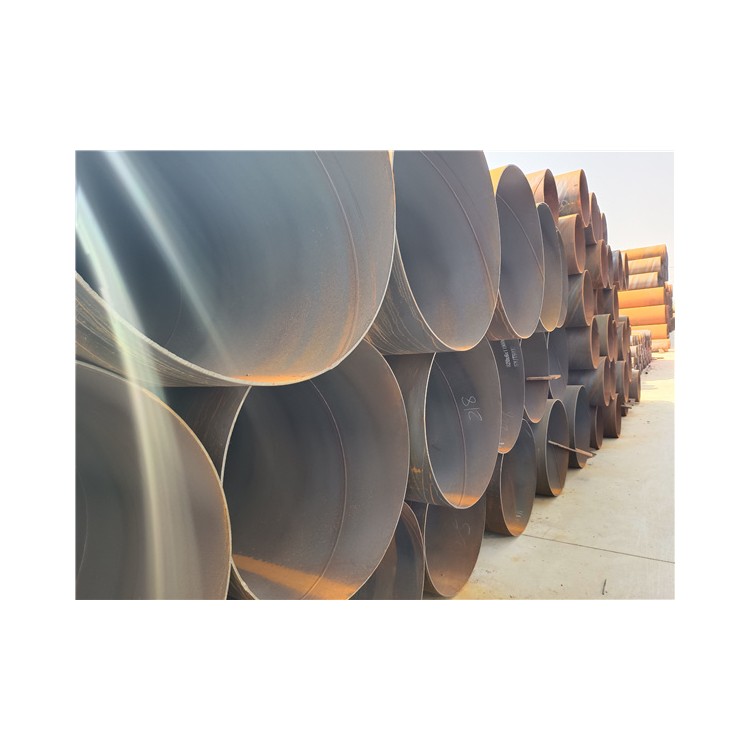
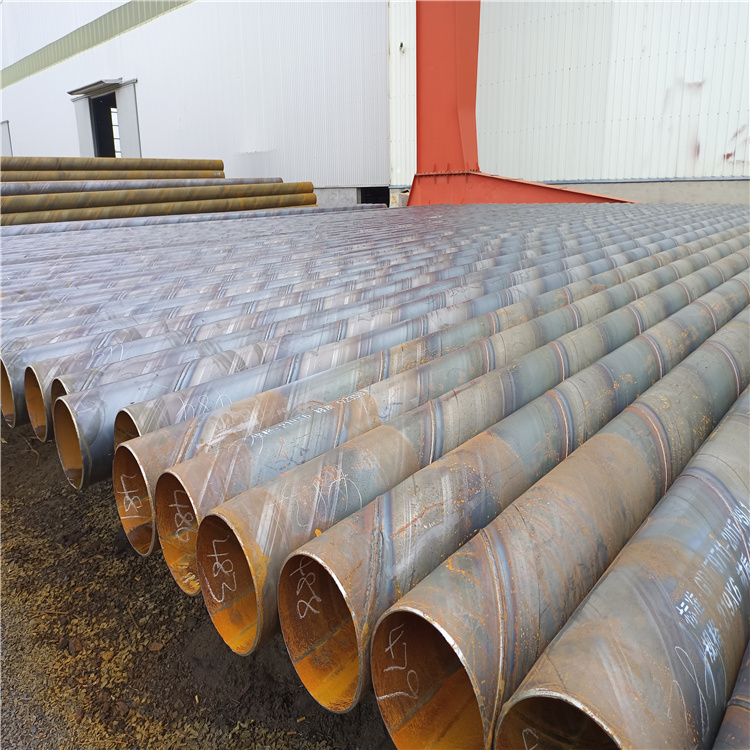
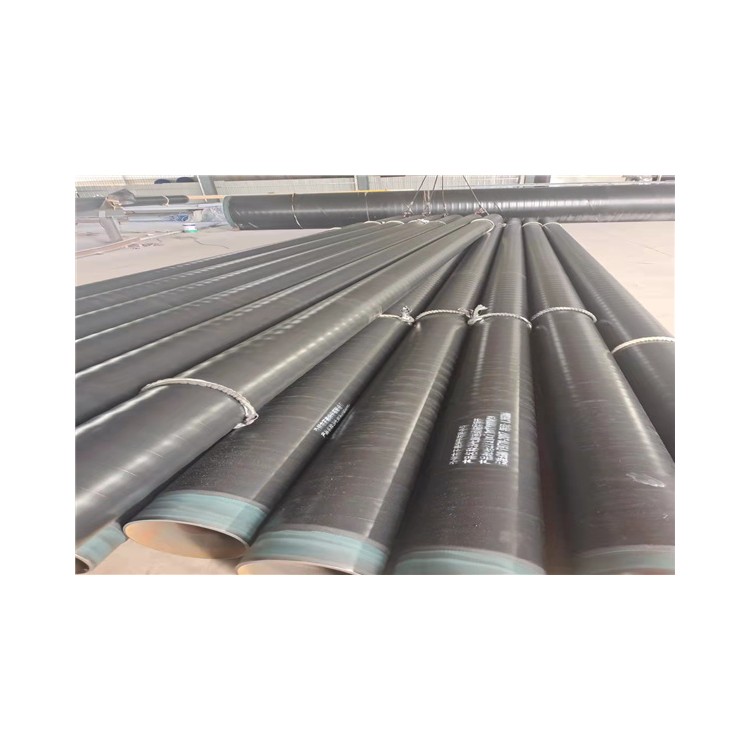
主营产品:螺旋钢管,无缝钢管,防腐钢管,保温钢管
提交后,商家将派专人为您服务
无论是螺旋钢管还是直缝钢管或无缝钢管在焊接时都有注意事项
先清理干净焊口的油,漆,水,锈等,然后根据壁厚开坡口,厚的就开大一些,薄的就开小一些(角磨机),然后就是对品的缝隙,一般是焊条或焊丝直径的1- 1.5倍,如果你坡口不小心开大了话可以适当留小一些。点固焊至少三点,一般四点比较好干活。焊接的时候应该一半一半焊接,起点不超过底点一公分左右,那样从对面好接头。如果壁厚的话,应该分层。

在焊接前应清理焊根,选择适当的焊接电流和焊接速度。例如单面焊双面成形的对接接头,其组对间隙一般应与焊条直径相等,钝边高度约为焊条直径的1/2。为防止其他夹渣混入,应严格清理不锈钢管件母材坡口及其附近表面的脏物、氧化渣,彻底清理前一焊道的熔渣。

直缝焊接钢管的焊接工艺:采用小规格焊模,避免了应力腐蚀、热裂纹及变形,电焊电流比高碳钢低20%。为确保电孤点燃,采用直流反向连接。短弧焊策略应缓慢停止,增加充填孤坑,后焊接并与材料表面接触。对于多层高层电焊,应控制虚拟梁的温度,焊接后可采用强制水冷方式。不需要槽外的弧线,电线接头要正确连接。焊接变形只能通过冷拔进行修正。
氩弧焊:直缝钢管进行弧焊,具有良好的维护性,焊接高温性能,良好的物理性能,铝合金部件不易烧毁,连接度高,焊接成形良好,无渣壳,表面光滑。

气焊:由于气焊方便,配合能力强,可用于焊接各种室内空间。对于一些直焊钢管构件,如薄板结构、薄壁管等。气焊有时可用于不耐腐蚀的管件。为防止超温,超声模具一般比同厚度高碳钢电焊时要小。气割火焰采用中性火焰。
埋弧焊:埋弧焊适用于中水平薄、左右直缝钢管板。埋弧焊机输出速度快,焊接性能价格比高,但易造成铝合金元素和残渣的析出。










扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.cn
中商壹壹肆河北网络科技有限公司版权所有
联系地址:河北省石家庄市桥西区中山东路118号东方新世界中心6009室
创业有风险,投资需谨慎





 冀公网安备13010402003046号
冀公网安备13010402003046号