
铜焊条,银焊条,铝焊条,耐磨焊条,不锈钢焊条,焊丝,焊粉,焊枪,特种焊接材料...

服务热线
0319-5396239



联系姓名:董亮
联系电话:0319-5396239
所在地区:河北/邢台市
主营产品:铜焊条,银焊条,铝焊条,耐磨焊条,不锈钢焊条,焊丝,焊粉,焊枪,特种焊接材料...
提交后,商家将派专人为您服务
| 牌号 | GB | AWS | 产品名称 |
|---|---|---|---|
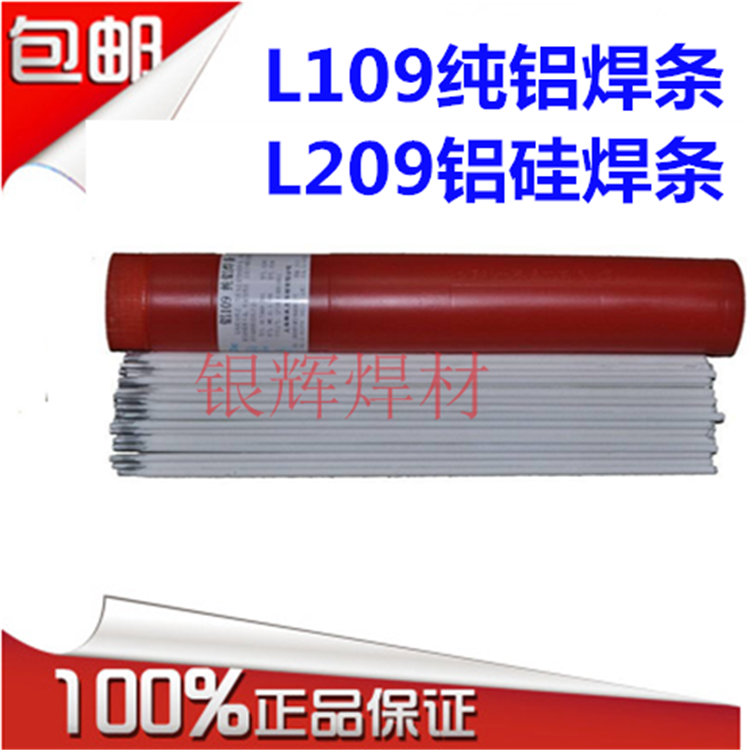
| Al109【铝109】 | E1100 | E1100 | 纯铝焊条 |
| Al209【铝209】 | E4043 | E4043 | 铝硅焊条 |
| Al309【铝309】 | E3003 | E3003 | 铝锰焊条 |
| 直条焊丝(mm) | Φ1.6mm, Φ2.0mm, Φ2.5mm, Φ3.0mm, Φ4.0mm, Φ5.0mm, Φ6.0mm |
铝及铝合金焊条由于电弧热的调节, 操作较困难, 对焊工的熟练程 度要求高。 一般只在无氩弧焊、 气焊的场合或氩弧焊、 气焊矩难以插入 的场合, 板厚大于2毫米的情况下采用。
主要用于纯铝、 铝锰、 铸铝的 焊接和补焊。 纯铝焊条主要用来焊接铝及对接头性能要求不高的铝合 金。 铝硅焊条的焊缝有较高的抗热裂性能。 铝锰焊条有较好的耐蚀性。
电弧焊接铝及其合金时, 常出现金属氧化、 元素烧损, 以及出现气 孔、 裂纹等缺陷。 为了避免缺陷的产生, 在施焊时应注意如下事项:
1. 由于焊条的药皮主要用碱金属和碱土金属的氯化盐和氟化盐, 电弧稳定性较差, 飞溅大, 吸潮, 使用前应经150?C左右烘焙1-2小 时。 不用时也要求储存在干燥密封容器内, 以免受潮药皮锈蚀、 变质。
2. 板厚小于6毫米可不开坡口, 6-12毫米开V型坡口, 板厚大于12毫米 开X型坡口, 夹角为70° 。 施焊前坡口应用化学清洗或机械清除干净。
3. 铝在高温时强度很低, 焊接时金属容易下榻, 为了保证焊透而又 不致塌陷, 在焊接时应采用垫板来托住熔化金属。 垫板可以采用石墨、 不锈钢或碳钢等。 垫板表面开一圆弧形槽, 以保证焊缝反面成形。
4. 采用直流电源焊接, 焊条接正极。 可根据焊件厚度加热到200- 300?C后施焊。 焊接时焊条不作横向摆动, 以提高焊接速度。 焊条应垂直 于焊接表面。 电弧应尽量短, 以减少空气侵入机会。 由于焊条的熔化速 度快, 焊接速度比钢焊条大三倍左右。 更换焊条必须快速进行。
5. 焊缝表面留下的残渣必须用蒸汽或热水洗刷干净, 以免产生腐蚀。

免责申明:本网页所展示的有关【铝焊条生产厂家_焊条】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要铝焊条生产厂家_焊条样品确认产品质量。如铝焊条生产厂家_焊条报价过低,可能为虚假信息,请确认铝焊条生产厂家_焊条报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.cn
中商壹壹肆河北网络科技有限公司版权所有
联系地址:河北省石家庄市桥西区中山东路118号东方新世界中心6009室
创业有风险,投资需谨慎




 冀公网安备13010402003046号
冀公网安备13010402003046号