




联系姓名:陈经理
联系电话:15617607396
所在地区:河南/郑州市
主营产品:全系列激光测量产品和长度计量产品
提交后,商家将派专人为您服务

外形尺寸:164mm*84mm*280mm
开孔尺寸:152mm*76mm
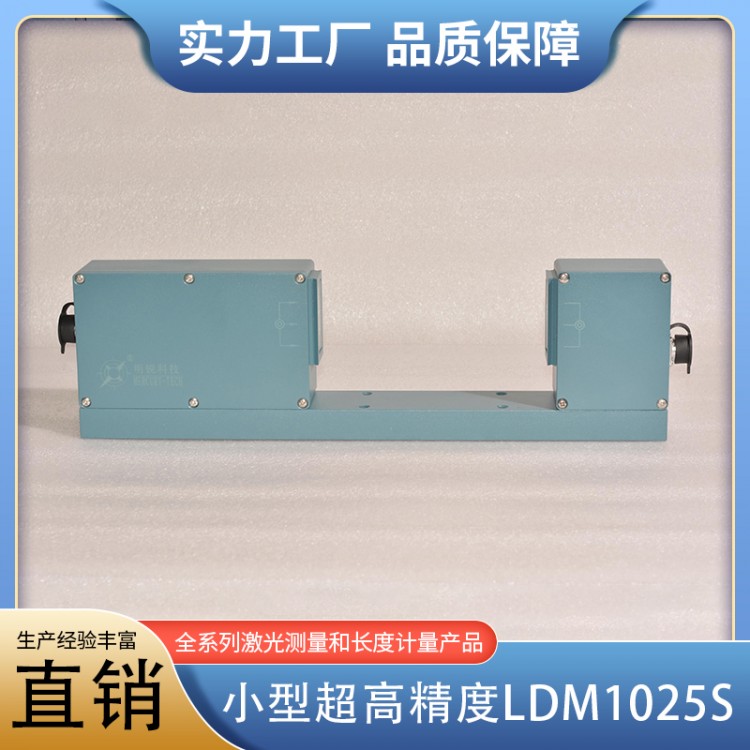
LDM系列外径测控装置
一 概述
LDM系列外径测控装置是采用光、电进行非接触在线测量的高精度测控装置,主要应用于各种电线、电缆、管材的生产线中,对被测物外径进行测量。并输出误差信号,调节挤出机螺杆速度或牵引机速度,达到测量、控制外径的目的。
外径测控装置各种型号适用范围:
CDM--□□ 普通型:用于橡胶、塑料挤出线、裸线、电磁线等的测量与控制。
LDM--□□□激光型:用于要求精度较高的场合。
CDM--□□□F型:用于连续硫化、三层挤出和交联线及大直径电线、电缆、管材的测量与控制。
CDM--□□T型:用于光纤、光缆等透明或半透明线、管的测量与控制。
DDC-II显示控制单元:用于远程显示和控制信号输出,台式机箱。
DDC-III-□□□显示控制单元:用于远程显示和控制信号输出,柜装式机箱。
后缀代表不同的信号输出形式:
DDC-III-ES:电压串联型PI调节输出,输出电压=给定信号±30%,适用于直流调速器或变频调速器等。
DDC-III-EP:电压并联型PI调节输出,输出电压范围=-2.5~2.5V,阻抗=470Ω,适用于电磁调速电机调速器等。
DDC-III-P:比例电压输出,输出电压与外径成正比,0-10V,适用于PLC和工业控制计算机。
工作原理
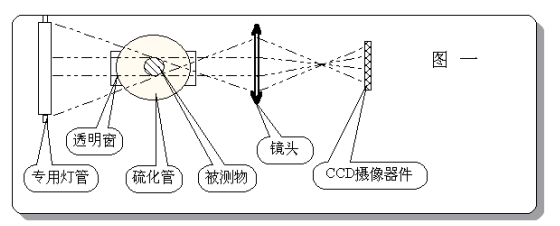
CDM系列外径测控装置的测量头由光路和电路两大部分组成,CDM--□□□F型采用灯管照明,由镜头成像(见图一)。
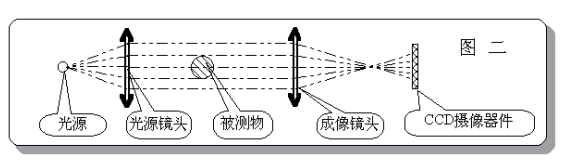
CDM--□□、CDM--□□T测量头采用超高亮度红外LED和光学镜头产生平行光照明,由镜头成像(见图二)。
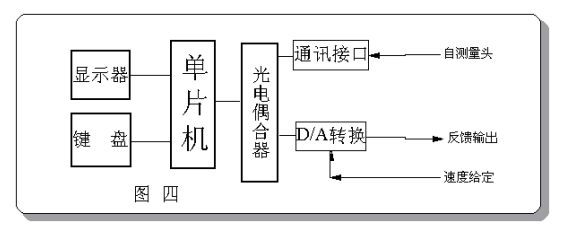
CDM系列外径测控装置的电路部分基本相同(见图三),只是CDM-□□□F型由显示控制单元显示数据。其它型式在测量头上显示,也可配显示控制单元成为双显示结构。显示控制单元的原理如图四所示
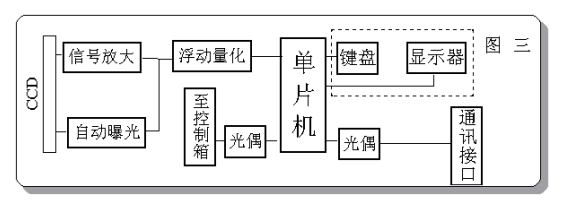
被测电线、电缆、管材经成像镜头放大或缩小后投影在图像传感器(CCD)上,CCD上有数千个均匀排列的光敏单元,有影像时输出信号。照亮的光敏元信号较大,被影像挡住的光敏元信号较小。用微处理器对信号进行采样分析获得影像尺寸。
CDM系列外径测径装置采用高速采样技术,可克服电线、电缆、管材上下抖动的影响,光学设计有效 地克服小范围左右抖动的影响,完全满足电线、电缆、管材在线测量的需要。
由于该装置测量原理是基于数字式的,并配以精密的光学系统、微处理器等,因此它据有高精度、高稳定性、高可靠 性等优点。
显示器:左上部的六位LED数码显示器,用于显示测量值和设定的参数。
(2) 控制量指示器:左下部用于指示本机对被控制设备速度给定量的调节幅度。
(3)控制开关:面板右上方自动/手动控制开关。开关置于AUTO位置,工作在自动调节状态;开关置于MANU位置,工作于手工调节状态。
(4) 工作状态指示灯:面板中部有九个状态指示灯,指示工作状态。
①“测量”指示灯:指示工作于测量状态,显示值为外径。
②“设定”指示灯:指示本机工作于参数设定状态。
③“校正”指示灯: 指示正在进行校正,这时可以修改数据,使显示值与标准棒 的外径相等。
④“标称”指示灯:与“设定”指示灯同时亮指示本机处于标称值设定状态,显示值是标称值。(你需要的线径)
⑤“上差”: 测量状态下亮表示被测物外径超上差,在设定时指示本机处于“上差”设定状态,显示值为上偏差值。
⑥“下差”: 测量状态下亮表示被测物体外径超下差,在设定时指示本机处于“下差”设定状态,显示值为下偏差值。
⑦“方式”:指示本机处于控制方式设定状态。
⑧“比例”:指示本机比例系数设定状态,出厂设定值 20。
⑨“常数”:指示本机处于PID控制参数设定状态。
在“常数”设定状态有3个PID参数,显示:
“P XXX.X” 设定PID的比例带系数,出厂设定值30;
“I XXX.X”设定PID的积分带系数,出厂设定值15;
“d XXX.X”设定PID的微分带系数,出厂设定值2.5。
(5) 按键:位于面板右部
“ENTER”键: 是确认键,按下此键,结束一个参数数据的设定。与“FUN”键同时按下 ,可使本机从测量状态进入校正状态。
“CLR”键: 是清除键,可以清除后输入的一个数字。与“FUN”键同时按下可使本机由测量状态进入参数设定状态。
“0--9”:数字键。
(6) 电源开关和电源指示灯:位于面板右下部。
2、校正
显示控制单元出厂时已经校正准确,一般情况下不需校正,但如果把测量头装在冷却水槽前面时,由于电线、电缆、管材处于热 态,比冷却后的值要大,因此需要把热态值乘以一个系数显示出来。
校正过程: 把一个已知外径的标准棒或电线、电缆、管材置于导轮上,仪器工作在“测量” 状态,待仪器显示稳定后,先按下“FUN”键不松开, 再按“ENTER ”键,同时松开两个 键,这时“校正”指示灯亮,用数字键输入标准外径, 然后按“ENTER”键,待显示倒计数到0,校正结束。
此校正方法只对显示控制单元有效。
3、参数设置
对于每一个规格的电线、电缆、管材进行反馈控制,要对控制参数进行设定,设定过程如下:
在“测量”状态下,按“FUN”键不松开同时再按下“CLR”键,这时“设定”和“标称”指示灯亮,显示器显示原来设定的标称值,用数字键输入新的标称值,按“ENTER”键结束标称值的设定。这时“上差”指示灯亮,可以 设定上偏差。直至设定完六个参数,本机回到测量状态。
4、测量
机器正常时,开机即进入“测量”状态,这时“测量”指示灯亮,显示值是外径值。
当测量值>标称外径+上偏差时,“上差”指示 灯亮;而当测量值<标称外径-下偏差时,“下差”指示灯亮。超差时,由接口电路输出报警信号,可 用报警装置报警。
如果开机显示" Err1"表示本机校正数据或设定的 参数丢失,应重新校正并重新设定各参数。
六、 反馈控制
1、接线:
如要进行反馈控制,必须按第三节的方法接好控制线。
2、控制参数的选择
标称、上差、下差:按制造工艺标准设置。
方式:选择为1或2。
方式1:正误差──输出电压增大。适用于控制线缆生产设备的牵引速度。
方式2:正误差──输出电压降低。适用于控制线缆生产设备的挤出螺杆速度。
比例:对于PID调节输出,比例是补偿1mm误差对应速度变化的百分比;对于误差比例输出,比例是1mm误差产生的输出电压与满量程电压(一般出厂时满量程电压为5V)的比值。例如误差为1mm时输出电压为2V,则比例为:
2V
比例=----X100=40.000
5V
常数:P、I、D参数一般取出厂设定值。线速度较快时可以适当加大P和I参数。
3、试车
开机试车的同时合上DDC-III电源开关,这时控制处于手工(MANU)方式。先把生产线调 试稳定,且线径调到标称值附近,然后按下控制按钮,这时按钮上的指示灯亮 ,表明处于自动(AUTO)控制状态。 观察输出指示器和测量线径的变化, 如果随着控制输出的变化线径能遂步接近标称外径,而且没有明显的振荡,调整完毕。如 果线径遂步偏离标称值,说明控制极性错,要改变控制方式(原来为1改为2,原来为2 改为1)。如果调节速度过慢,可以适当加大“比例”参数或常数中的“I”参数。如果调节速度过快,而且引起振荡要减小“比例”参数或常数中的“I”参数。
4、使用
仪器开机时,控制应置于“MAUN”方式,待制造设备工作稳定而且线缆外径接近标称值时按下控制按钮,进入“AUTO”方式。
七、通讯接口
1 )通过DDC-III显示控制单元的RS485接口,可以实现装置与计算机等设备的通讯。DDC-III为单向通讯方式,即只向外发送数据,周期为2帧/秒,每帧数据为9字节,每字节11位,包括1个起始位,8个数据位,1个偶校验位,1个停止位。串行传输的波特率为2400bps。DDC-III采用ASCII码格式来表示数据。数据各位定义如下:
B1、B2 、B3 、B4、B5、B6: 数据(ASCII码)
B7、B8: 校验码(ASCII)
B9: 结束码(CR)
当测量结果为123.456mm时,通讯数据为
B1 B2 B3 B4 B5 B6 B7 B8 B9
字符串:“1” “2” “3” “4” “5” “6” “0” “2” CR(0x0D)
HEX: 31 32 33 34 35 36 30 32 0D
(说明B7B8为12+34+56之和102的低2位的值。)
2)电脑显示软件
实时显示外径,班次纪录,实时外径曲线,报警。
八、常见故障处理
故障1: 测量头或显示控制单元显示器不显示,指示灯均不亮。
处 理: 检查电源接头、电源开关、保险管,如都没问题,是电源电路损坏,请与生 产厂家联系。
免责申明:本网页所展示的有关【远程控制器DDC-3_其他电子测量仪器】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要远程控制器DDC-3_其他电子测量仪器样品确认产品质量。如远程控制器DDC-3_其他电子测量仪器报价过低,可能为虚假信息,请确认远程控制器DDC-3_其他电子测量仪器报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.cn
中商壹壹肆河北网络科技有限公司版权所有
联系地址:河北省石家庄市桥西区中山东路118号东方新世界中心6009室
创业有风险,投资需谨慎






 冀公网安备13010402003046号
冀公网安备13010402003046号