是一家专业从事金属材料、高强钢筋工艺、高强钢筋设备、建筑设备研发生产与销售型...

服务热线
15197901893


联系姓名:王先生
联系电话:15197901893
所在地区:湖南/邵阳市
主营产品:是一家专业从事金属材料、高强钢筋工艺、高强钢筋设备、建筑设备研发生产与销售型...
提交后,商家将派专人为您服务
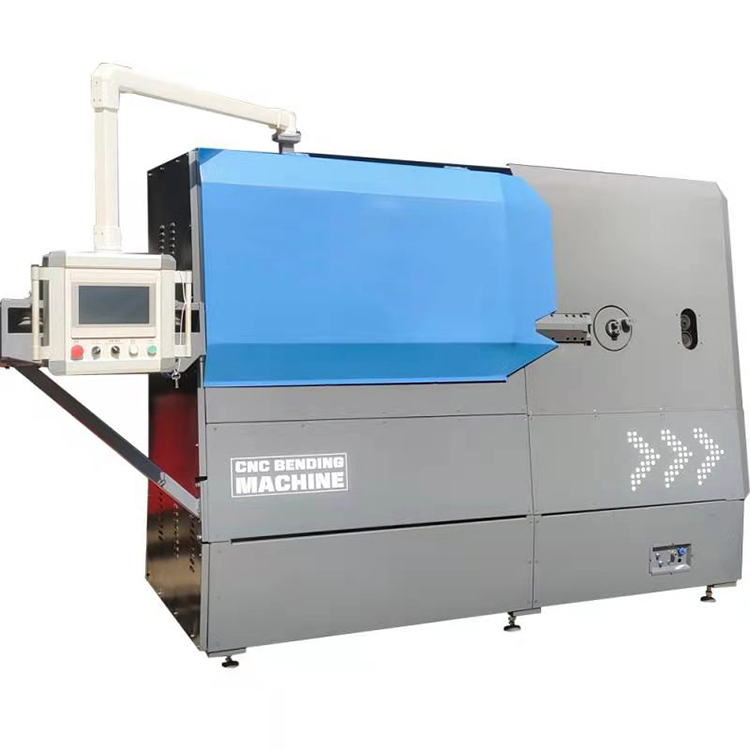
数控钢筋弯箍机的安装与调整
1.钢筋弯箍机要安装在混凝土基础上。事先将机座填平、放稳,然后安装承受架。承受架的中心要对中传送压辊、调直筒以及滑动刀台的中心线,导料槽用的角钢要调整平直。
2.导料槽的托板与角钢、倾板之间要保持0.5--1.5毫米的间隙,要求料槽开合灵活。
3.钢筋圆盘的放盘架,要求放在离弯箍机5-8米的地方。
4.调直模的安装:一般弯箍机都备有两套调直模(亦叫调直块或甩直块),错位装在调直筒内。海套调直模有5个模块,都是用合金工具钢或硬质合金磨制而成的(也可用拔丝模改制)。其中一套调直模的内径为6毫米,可用于调直直径为0毫米以下的钢丝或冷拔丝;另一套调直模内径为10毫米,专门用来调直直径为6一8毫米的钢筋。gj6-4/8型弯箍机的调直模与调直筒的构造,安装调直模时,喇叭口要全部装在靠调直筒进料口的一端。
5.调整传送压辊:在传送压辊上有两种深度不同的环形槽,互成菱形,便于钢筋通过并牢固地咬住钢筋。要根据钢筋的直径选择适当的压辊槽,一般要求钢筋在夹紧后上、下辊之间要有3毫米左右的间隙。










扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.cn
中商壹壹肆河北网络科技有限公司版权所有
联系地址:河北省石家庄市桥西区中山东路118号东方新世界中心6009室
创业有风险,投资需谨慎







 冀公网安备13010402003046号
冀公网安备13010402003046号