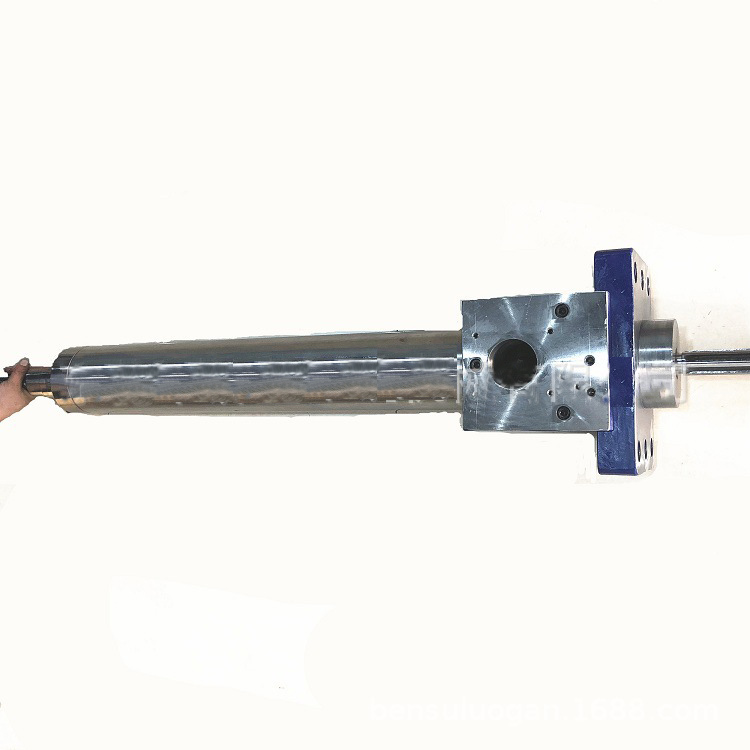
螺杆挤出机分为单螺杆挤出机和多螺杆挤出。单螺杆挤出机是聚合物工业中比较重要的一类挤出机。其主要优点为成本较低、规划简单、坚固而牢靠、以及满足的功能成本比。常规塑化挤出机的螺杆具有3个不同的几许段。
“单级”是指这种螺杆尽管有3个不同的几许段,但事实上仅有一紧缩段,榜首段(zui靠近进料口)的螺槽-般较深。此段中的物料大都处于固体状况。此段称之为螺杆的进料段。zui末段(zui靠近模头)的螺槽一般较浅。此段中的物料大都为熔融状况。此蝉杆段称之为计量段或挤出段。第2段衔接进料段和计量段。此段称之为过渡段或紧缩段。大都情况下,螺槽深度(或螺棱高度)从进料段向计量段以线性方式减小,因此使物料在螺槽中经受紧缩.以后将证明这种紧缩作用在大都悄况下对挤出机的正确运转是必不可少的。
基本操作:
单螺杆挤出机的操作相当简单。物料从加料斗进入。一般物料靠重力由加料斗流入挤出机机筒。有些物料在干燥状况不易活动,有必要选用特殊措施避免物料在进料斗中挂料。物料一旦落入挤出机机简,即处于挤出机螺杆和机筒之间的环状空间内,并进而为螺棱的自动螺腹和被迫蝶腹螺槽所围住。机简静止而蝉杆旋转。因此,冲突力都作用于物料以及机筒和螺杆外表。至少物枓处于固体状况(低于熔点),这些冲突力担任向前运送物料。
物料向前运动时,即因冲突发生的热和机筒加热器传导的热而被加热。当物料温度超过其熔点,则在机筒内外表构成熔膜,塑化段即由此开始。有必要指出,塑化段起点一般不是紧缩段起始点。各功能段的分界线取决于聚合物功能、挤出机几许形状以及操作条件。因此,分界线可因操作条件改变而改变。然而,螺杆的几许段由规划确认,不因操作条件的改变而改变。当物料向前运动时,在各个位置的固态物料量将因熔融而削减。当全部固态聚合物消失时则达到塑化段结尾,而熔体运送段开始。在固体运送段中,将熔体均匀的运送给模头。
当聚合物流进模头时,即出现模头流道的形状,因此,当高聚物离开模头时,其形状或多或少的符合模头流道zui终部分的断面形状。由于模头发生活动阻力,所以需要压力迫使物料经过模头。这种压力一般称之为模头压力。模头压力因模头形状(特别是流道)、高聚物熔体温度、经过模头的流率、以及高聚物熔体的流变特性所决议。模头压力由模头发生而不由挤出机发生。挤出机仅仅发生足够的压力,以迫使物料经过模头。如聚台物、挤出量、模头、模头温度均相同,则无论挤出机是齿轮泵单螺杆挤出机,还是双螺挤出机等都不会形成差异,机头力相同。因此模头压力是由发生在。


























 冀公网安备13010402003046号
冀公网安备13010402003046号