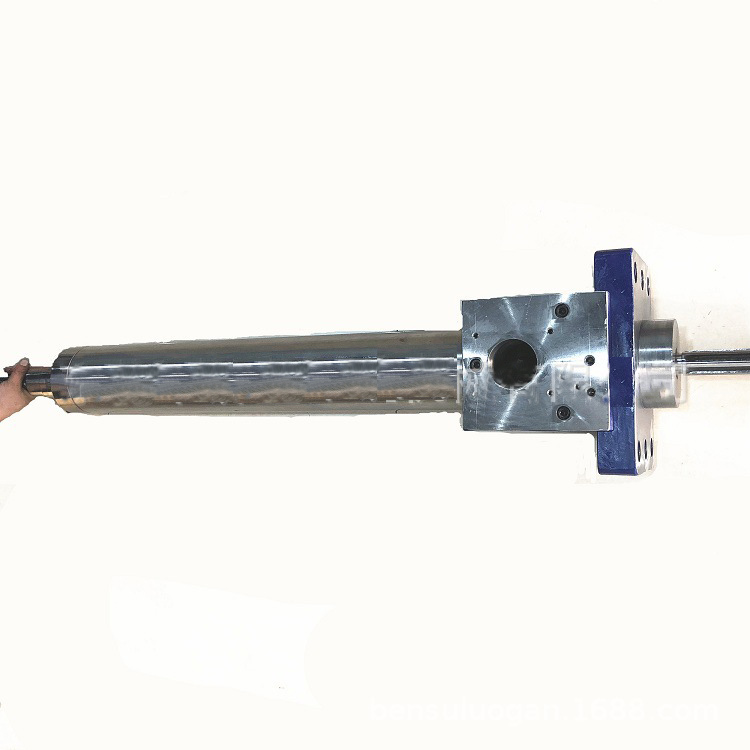
双合金螺杆的制造是先制得尺度略小于所需螺杆的毛坯件,然后选用喷焊的办法,在坯件上复合一层所需的特种合金,并使喷焊合金层之螺棱的外径,略大于成品螺杆的直径,再将它加工到规划要求的尺度。双合金螺杆,基材合金首要为SKD61,表面层原料依据各工况适配的耐磨耐腐合金,首要为进口碳化钨(Wc/Co)镍基合金(Ni+B/Cr),钴基合金(Co+Ni/Cr)等自熔性合金。表层合金与基材为冶金结合,适用于各类增加玻璃纤维、塑料及PPA、PO、PPS、LCP、ABS、防火、电木粉、磁粉、PC等特别工程塑胶。寿数较一般渗氮和热处理螺杆套件提高3-5倍。
在挤出物料时需要对双合金螺杆进行冷却,首要是为了保证生产能顺利进行,防止物料因塑化温度过高而造成分化。比如在螺杆的加料段冷却,是防止此段螺杆温度过高,防止物料因温度高而戮附在螺杆的螺纹槽内随螺杆滚动,影响物料运送前移,造成因供料缺乏而不能正常生产。螺杆的均化段冷却降温,是因为此段熔料因受较大的揉捏、摩擦和剪切效果,发生热量多,温升较快,为防止物料分化才需降温冷却。对双合金螺杆冷却降温的办法,是在钻有轴心孔的螺杆内通水或油,作为导热介质而降温的。导热介质要恒温操控,一直通到螺杆的均化段部位。工作时滚动的螺杆需要特别的管件与输导热介质管路衔接,这个特别衔接件叫旋转接头。
双合金螺杆一般是因长时间磨损,螺杆与料筒的空隙过大不能正常挤出而作废,但也有因设计或操作不当发生的作业应力超越强度极限而损坏的。因此,双合金螺杆也应满足必定的强度要求。注塑机螺杆的风险断面一般在加料段螺纹根径的较小的地方。


























 冀公网安备13010402003046号
冀公网安备13010402003046号