




















蓄热式RTO废气焚烧炉处理设备
RTO(蓄热式热氧化炉,Regenerative Thermal Oxidizer)废气焚烧炉处理设备是一种高效、节能的有机废气治理技术,广泛应用于化工、涂装、印刷、制药等行业的挥发性有机物(VOCs)处理。以下从设备原理、技术特点、应用场景及优缺点等方面展开分析:

一、RTO设备原理
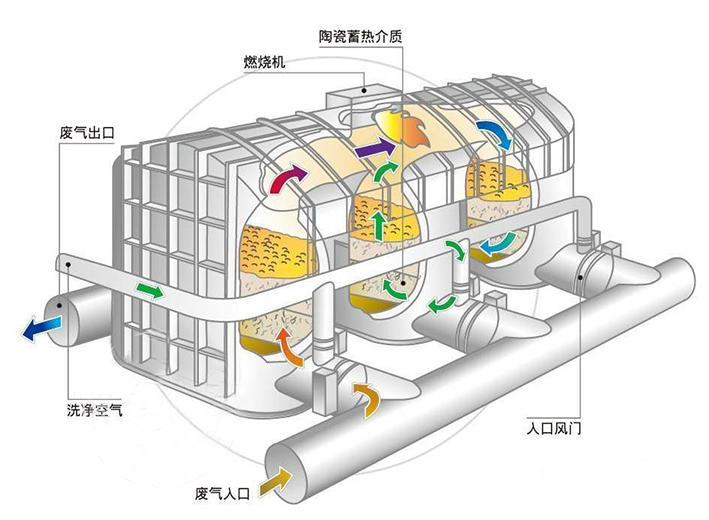
RTO通过高温氧化分解有机废气,核心是利用陶瓷蓄热体回收热量,实现能源循环利用。其工作过程可分为三个阶段:
蓄热阶段:废气进入已蓄热的陶瓷蓄热体,废气被加热至氧化温度(通常760-850℃)。
氧化阶段:高温废气进入燃烧室,在催化剂(可选)或高温条件下,VOCs被氧化分解为CO₂和H₂O。
放热阶段:净化后的高温气体通过另一陶瓷蓄热体,将热量传递给蓄热体后排放,蓄热体温度升高,为下一循环蓄热。
通过阀门切换,三个蓄热室交替工作,实现热量的高效回收与连续处理。

二、技术特点
高热效率:蓄热体回收率可达95%以上,显著降低燃料消耗,运行成本较传统直燃炉降低30%-50%。
高净化效率:VOCs去除率≥99%,适用于处理高浓度、大风量废气,排放浓度可稳定低于50mg/m³(部分地区要求更低)。
适应性强:可处理多种VOCs成分(如苯系物、醇类、酮类等),浓度范围宽(1-10g/m³),且对废气中颗粒物、水分等杂质容忍度较高。
自动化程度高:配备PLC控制系统,实现温度、压力、阀门切换等参数的自动调节,减少人工干预。
安全性好:设有防爆口、超温报警、急停装置等安全设施,确保设备稳定运行。




















 冀公网安备13010402003046号
冀公网安备13010402003046号
