



















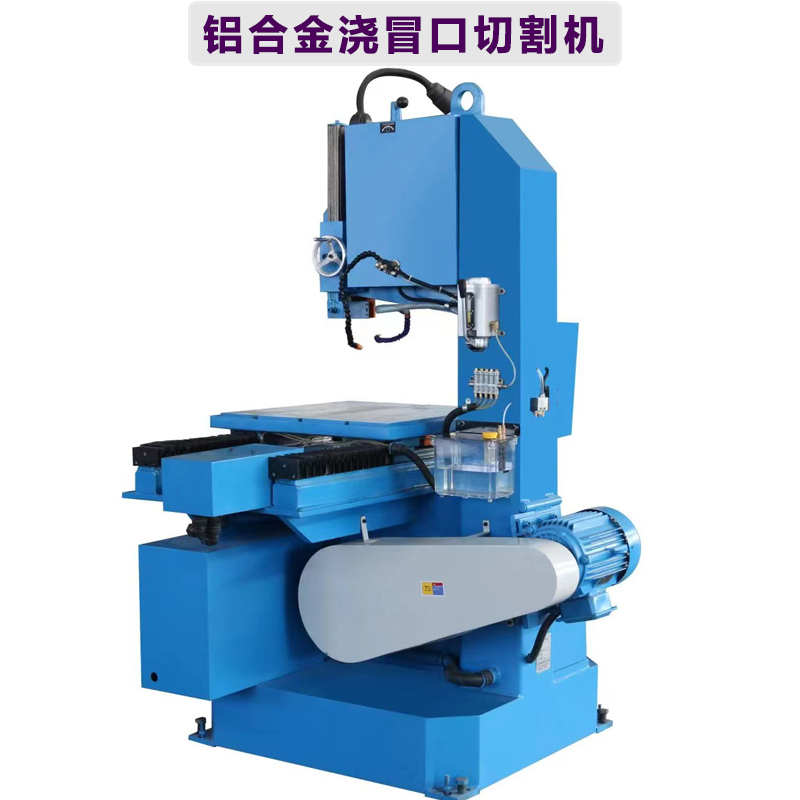
圆盘锯床参数及结构特征
一、设备概述
本系列机床主要用于压铸岛铝铸件冒口的锯切,具有切削效率高、节能、操作简单等特点。
本机床采用全封闭结构加工,圆盘锯片作为切割工具,CNC数控系统控制,实现与上料机器人之间的信号交互,实现锯切过程自动化,锯切速度通过数控系统控制。
二、性能特点
1、专为切割铝冒口设计,采用数控系统控制,精度高,操作方便
2、双立柱式结构,直线导轨导向,导向稳定可靠。工装 90°翻转设计,一次装夹即可达到切割要求。
3、伺服电机驱动切割电机沿 Z、X 轴移动实现快速接近工件定位,Y 轴伺服电机带动工件进给锯切料柄,工装 90°翻转后 Y 轴 Z 轴联动实现沿工件轮廓锯切冒口。快进、工进。动作 之间的转换,稳定,灵活可靠。
4、锯切完的冒口通过斜坡直接滑入铁框收集。
5、整机外防护,护罩外预留上料工位方便机器人上料。
6、故障报警装置,快速诊断故障,维修维护方便。
7、导轨丝杠集中润滑,配备自动润滑泵。
8、配备气枪,方便清理锯沫
9、为保证整机的性能稳定,本机所选配件均采用国内外知名品牌。整机主要零部件热时效处理,保证zui小几何变形尺寸稳定性。
三、设备工装流程简述:
1.工作台起始位置在护罩外侧,为装卸料工位;
2.机器人(工作台在上料工位,切工装上无物料)将工件放到工装上,夹紧机构夹紧工件 (设备接收到机器人放料完成的信号)
3.Y 轴带动工作台工件进入设备内腔,Z 轴、X 轴定位料柄锯切位置。
4.切割电机启动;Y 轴工进切掉料柄
5.Z 轴、X 轴带动切割电机后退至安全位置
6.工装翻转 90°
7.X 轴定位冒口位置
8.Z 轴、Y 轴联动沿工件轮廓切割冒口
9.切割电机停止、工装复位、Y 轴带工件返回上料位置
10.夹钳松开,给机器人发出取料信号











.jpg)
















 冀公网安备13010402003046号
冀公网安备13010402003046号
