





















热镀锌P型管加工,生产舞台展台用的P型管,20*55P型管

 1. **P型管加工工艺**
- **原材料准备**:加工P型管通常选用钢带作为原材料。对于热镀锌P型管,首先要选择合适的镀锌钢带,钢带的质量直接影响P型管的性能。钢带应具有良好的延展性和适当的强度,以确保在后续加工过程中能够顺利成型。
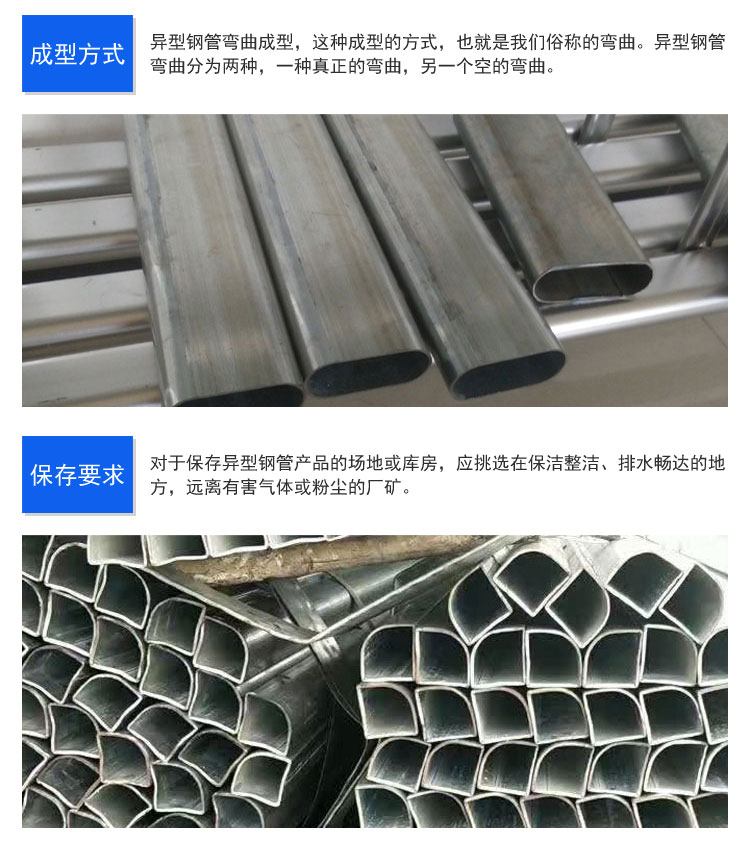
- **成型工艺**:
- **冷弯成型**:将钢带通过一系列的轧辊进行冷弯成型,这是生产P型管的关键步骤。轧辊的设计要根据P型管的具体尺寸和形状来确定,通过的轧辊间隙和弯曲角度控制,使钢带逐渐弯曲成P型。对于20*55P型管(这里20mm可能是高度,55mm可能是宽度),需要调整轧辊,使得管材的高度和宽度尺寸误差控制在较小范围内,一般尺寸公差可控制在±0.5mm以内。
- **焊接工艺(如果需要)**:有些P型管在成型过程中需要对钢带的接口进行焊接。常用的焊接方法有高频焊接,它利用高频电流在钢带接口处产生热量,使钢带边缘熔化并融合在一起。焊接质量直接影响P型管的强度和密封性,焊接后要进行焊缝质量检查,确保焊缝无气孔、裂纹等缺陷。
- **热镀锌加工**:
- **预处理**:在热镀锌之前,P型管需要进行预处理,包括脱脂、酸洗等步骤。脱脂是为了去除管材表面的油污等杂质,酸洗则是为了去除表面的氧化铁皮,使管材表面清洁,为镀锌做好准备。酸洗通常使用盐酸或硫酸溶液,酸洗后要进行水洗,防止酸液残留。
- **热镀锌过程**:将预处理后的P型管浸入熔融的锌液中,锌液温度一般在440 - 460℃左右。在这个过程中,锌与管材表面的铁发生反应,形成一层锌 - 铁合金层,然后在合金层表面再覆盖一层纯锌层,这两层结构可以有效地提高P型管的耐腐蚀性。镀锌层的厚度一般要求在一定范围内,例如热镀锌P型管的镀锌层厚度可达到70 - 100μm左右,以确保良好的防腐效果。
- **后处理**:热镀锌后的P型管需要进行冷却和钝化处理。冷却可以使锌层凝固,钝化则是在锌层表面形成一层保护膜,进一步提高锌层的耐腐蚀性。钝化处理可以使用铬酸盐溶液等进行处理。
2. **生产舞台展台用的20*55P型管特点和要求**
- **外观要求**:
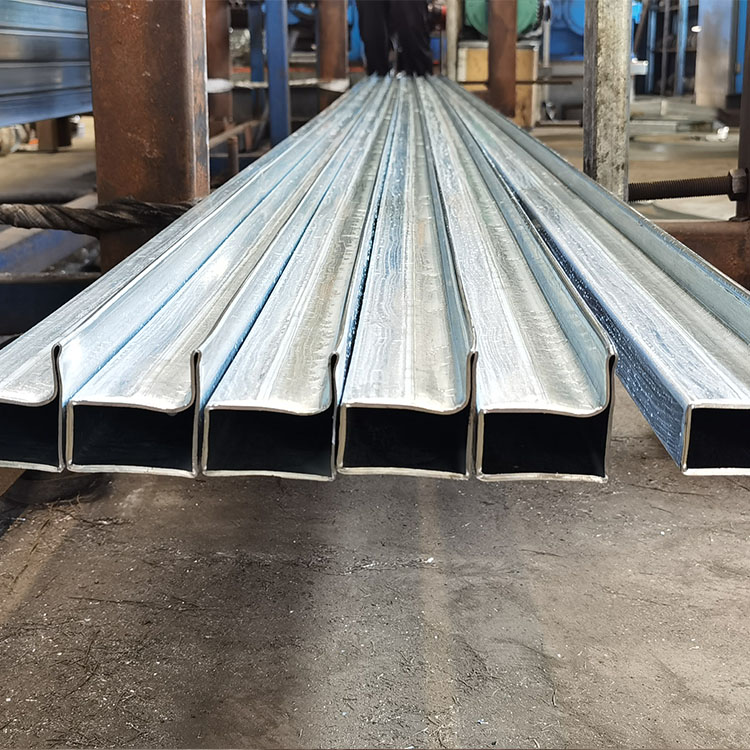
- **美观性**:用于舞台展台的P型管,外观要美观。热镀锌后的P型管表面锌层应均匀、光亮,无锌瘤、毛刺等缺陷。因为舞台展台是展示性的场所,管材的外观直接影响整个舞台展台的视觉效果。
- **颜色一致性**:如果有特殊的颜色要求,例如在一些主题舞台上,可能需要对热镀锌P型管进行额外的着色处理,此时要保证颜色的一致性和耐久性,能够在整个演出或展示期间保持良好的色彩效果。
- **力学性能要求**:
- **强度和稳定性**:舞台展台在搭建和使用过程中会承受一定的重量,包括舞台设备、展品、人员等。20*55P型管要具有足够的强度和稳定性,能够承受这些载荷而不发生明显的变形。管材的屈服强度一般应达到235MPa以上,以确保其结构安全。
- **可加工性**:在舞台展台的搭建过程中,可能需要对P型管进行切割、弯曲、打孔等加工操作,以适应不同的设计要求。因此,20*55P型管应具有良好的可加工性,在加工过程中不会出现管材破裂、变形等情况。
- **耐腐蚀性要求**:
- **适应环境能力**:舞台展台可能会在室内外不同环境下使用,包括可能接触到雨水、湿度、化学烟雾(如舞台特效产生的烟雾等)等。热镀锌P型管的耐腐蚀性可以有效地防止管材生锈和损坏,确保舞台展台的使用寿命和安全性。在一些沿海地区的户外舞台,由于空气中盐分较高,对管材的耐腐蚀性要求更高,热镀锌层能够提供良好的防护。
1. **P型管加工工艺**
- **原材料准备**:加工P型管通常选用钢带作为原材料。对于热镀锌P型管,首先要选择合适的镀锌钢带,钢带的质量直接影响P型管的性能。钢带应具有良好的延展性和适当的强度,以确保在后续加工过程中能够顺利成型。
- **成型工艺**:
- **冷弯成型**:将钢带通过一系列的轧辊进行冷弯成型,这是生产P型管的关键步骤。轧辊的设计要根据P型管的具体尺寸和形状来确定,通过的轧辊间隙和弯曲角度控制,使钢带逐渐弯曲成P型。对于20*55P型管(这里20mm可能是高度,55mm可能是宽度),需要调整轧辊,使得管材的高度和宽度尺寸误差控制在较小范围内,一般尺寸公差可控制在±0.5mm以内。
- **焊接工艺(如果需要)**:有些P型管在成型过程中需要对钢带的接口进行焊接。常用的焊接方法有高频焊接,它利用高频电流在钢带接口处产生热量,使钢带边缘熔化并融合在一起。焊接质量直接影响P型管的强度和密封性,焊接后要进行焊缝质量检查,确保焊缝无气孔、裂纹等缺陷。
- **热镀锌加工**:
- **预处理**:在热镀锌之前,P型管需要进行预处理,包括脱脂、酸洗等步骤。脱脂是为了去除管材表面的油污等杂质,酸洗则是为了去除表面的氧化铁皮,使管材表面清洁,为镀锌做好准备。酸洗通常使用盐酸或硫酸溶液,酸洗后要进行水洗,防止酸液残留。
- **热镀锌过程**:将预处理后的P型管浸入熔融的锌液中,锌液温度一般在440 - 460℃左右。在这个过程中,锌与管材表面的铁发生反应,形成一层锌 - 铁合金层,然后在合金层表面再覆盖一层纯锌层,这两层结构可以有效地提高P型管的耐腐蚀性。镀锌层的厚度一般要求在一定范围内,例如热镀锌P型管的镀锌层厚度可达到70 - 100μm左右,以确保良好的防腐效果。
- **后处理**:热镀锌后的P型管需要进行冷却和钝化处理。冷却可以使锌层凝固,钝化则是在锌层表面形成一层保护膜,进一步提高锌层的耐腐蚀性。钝化处理可以使用铬酸盐溶液等进行处理。
2. **生产舞台展台用的20*55P型管特点和要求**
- **外观要求**:
- **美观性**:用于舞台展台的P型管,外观要美观。热镀锌后的P型管表面锌层应均匀、光亮,无锌瘤、毛刺等缺陷。因为舞台展台是展示性的场所,管材的外观直接影响整个舞台展台的视觉效果。
- **颜色一致性**:如果有特殊的颜色要求,例如在一些主题舞台上,可能需要对热镀锌P型管进行额外的着色处理,此时要保证颜色的一致性和耐久性,能够在整个演出或展示期间保持良好的色彩效果。
- **力学性能要求**:
- **强度和稳定性**:舞台展台在搭建和使用过程中会承受一定的重量,包括舞台设备、展品、人员等。20*55P型管要具有足够的强度和稳定性,能够承受这些载荷而不发生明显的变形。管材的屈服强度一般应达到235MPa以上,以确保其结构安全。
- **可加工性**:在舞台展台的搭建过程中,可能需要对P型管进行切割、弯曲、打孔等加工操作,以适应不同的设计要求。因此,20*55P型管应具有良好的可加工性,在加工过程中不会出现管材破裂、变形等情况。
- **耐腐蚀性要求**:
- **适应环境能力**:舞台展台可能会在室内外不同环境下使用,包括可能接触到雨水、湿度、化学烟雾(如舞台特效产生的烟雾等)等。热镀锌P型管的耐腐蚀性可以有效地防止管材生锈和损坏,确保舞台展台的使用寿命和安全性。在一些沿海地区的户外舞台,由于空气中盐分较高,对管材的耐腐蚀性要求更高,热镀锌层能够提供良好的防护。

















 冀公网安备13010402003046号
冀公网安备13010402003046号
