























承接伺服直流调速项目
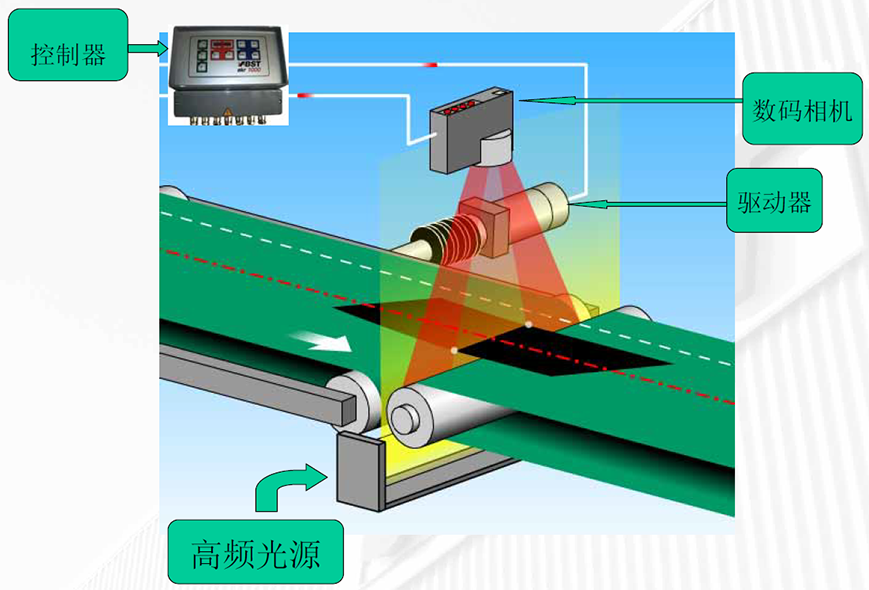
物料宽度检测与PLC通信数据采集系统
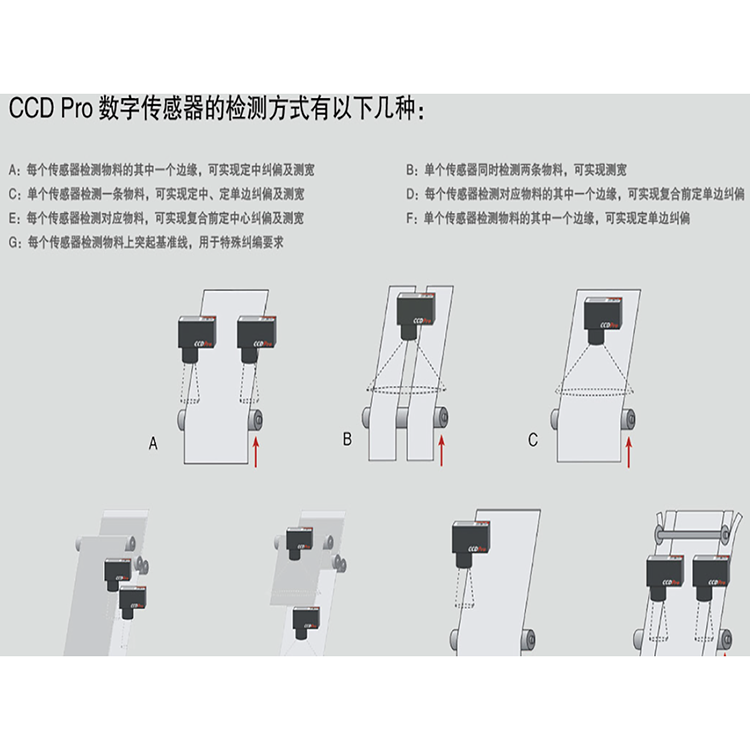
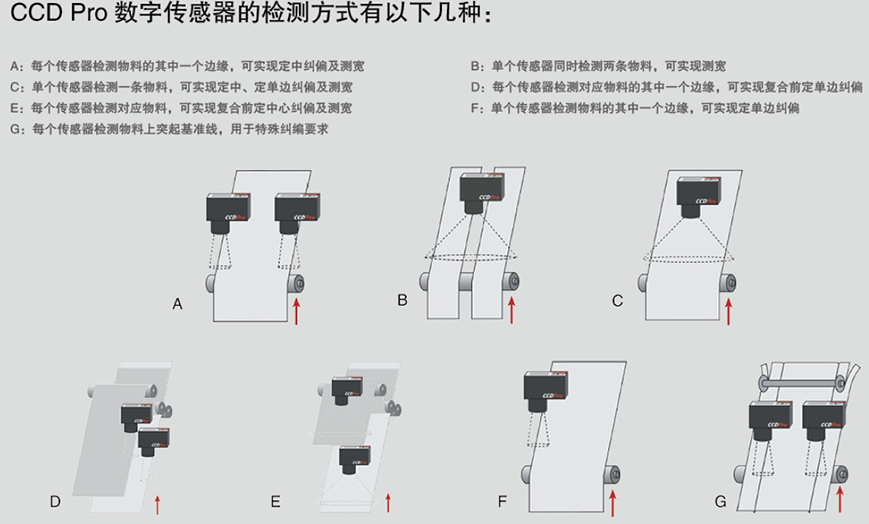
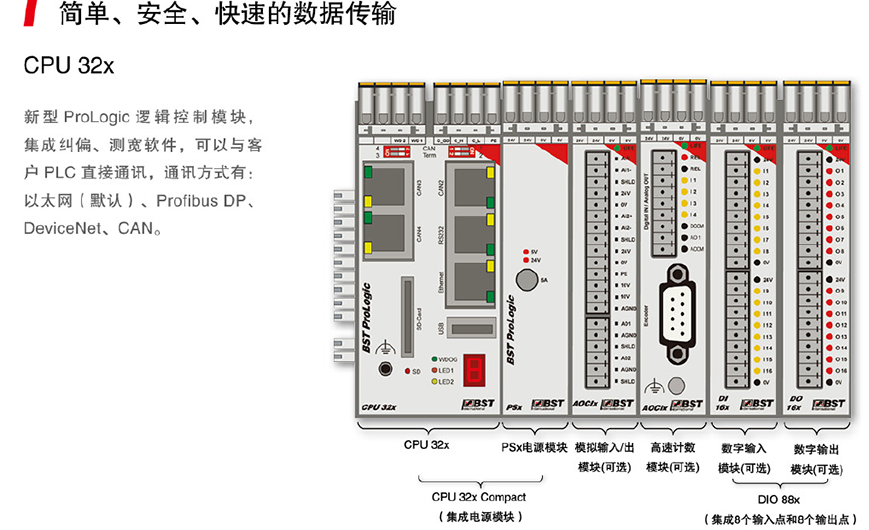
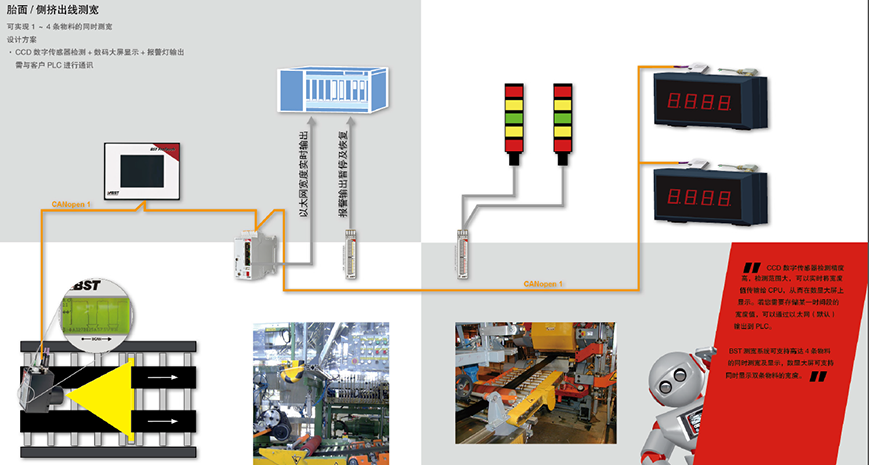
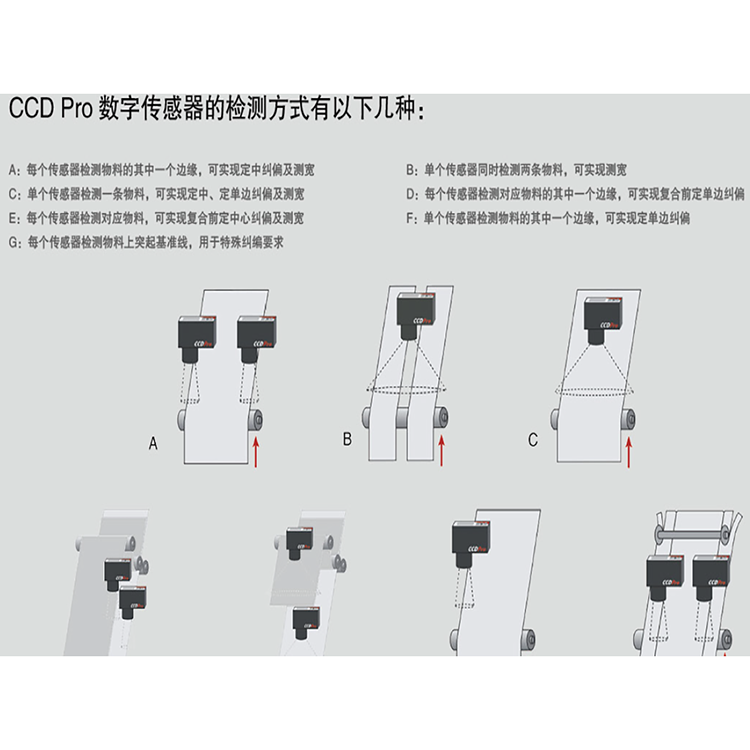
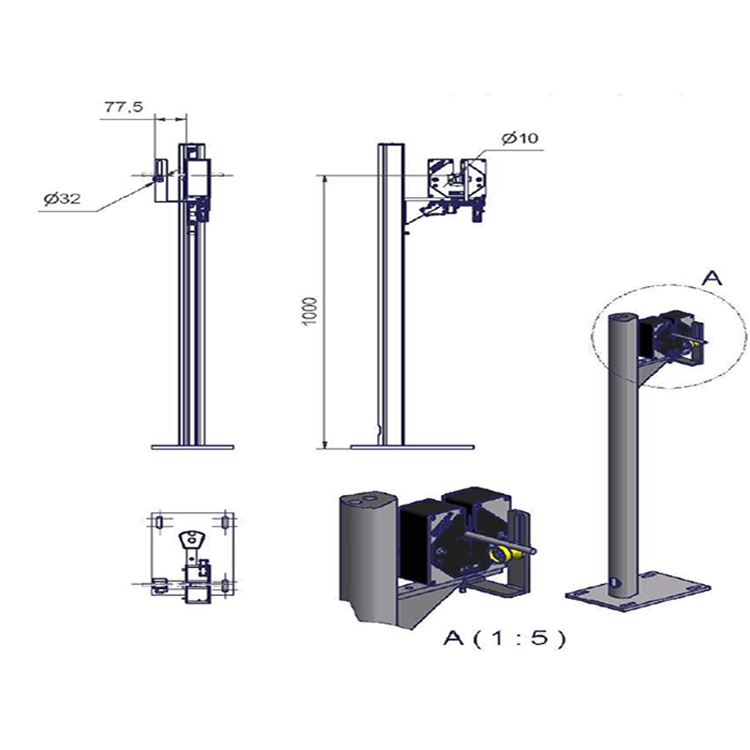
1、系统组成
该系统有一个CPU32通过Can网连接一个或三个传感器CCD Pro5000/50,一个或两个36W高频灯盒组成。
2、工作原理
CCD Pro5000/50传感器检测到物料的实际宽度数值,传送到CPU32,CPU将数据分析处理并将结果传送到Protouch显示屏显示出实际物料宽度。同时CPU32通过网络和PLC通信传送宽度数据。
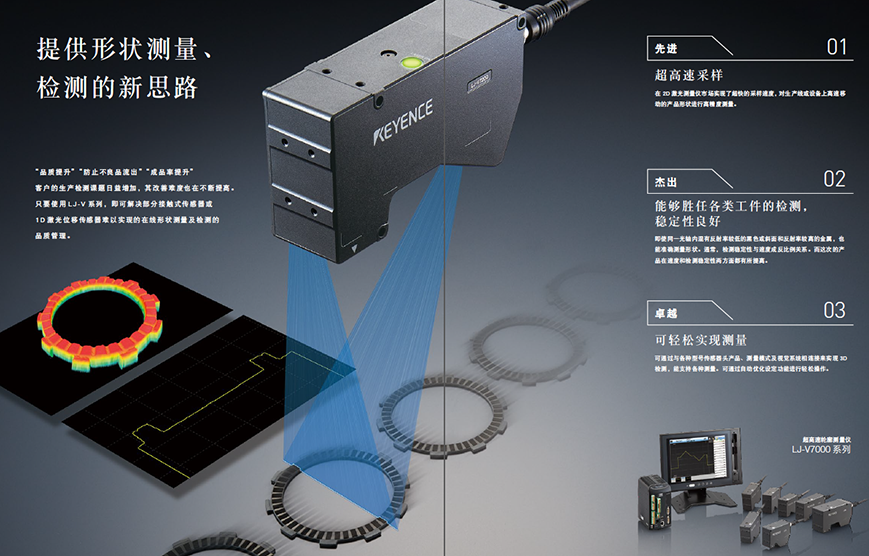
物料轮廓检测系统数据进入PLC显示测量结果
1、在轮廓测量仪表选择测量形状,测量结果误差判断。
2、PLC采集轮廓数据结果显示尺寸。
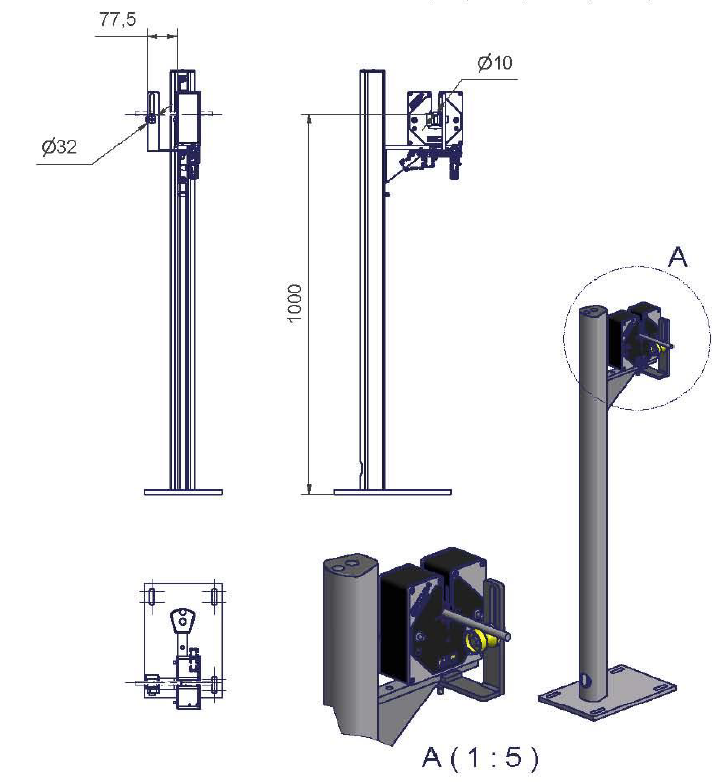
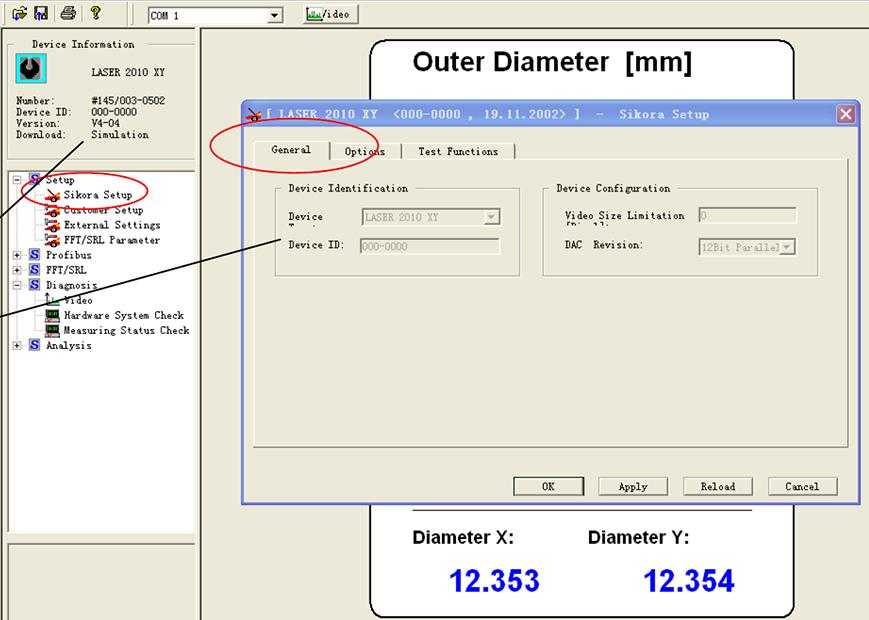
钢丝直径测量控制
1、钢丝穿接在直径测量仪中间,软件设置调整,测量数据通过RS485通信传送到PLC。
2、PLC数据在触摸屏或上位机显示。
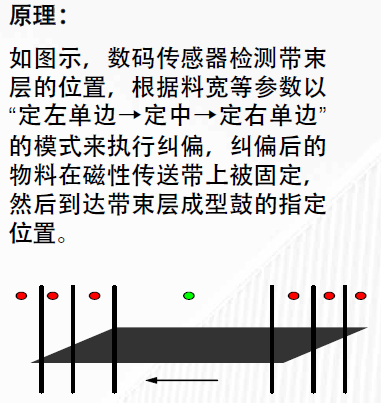
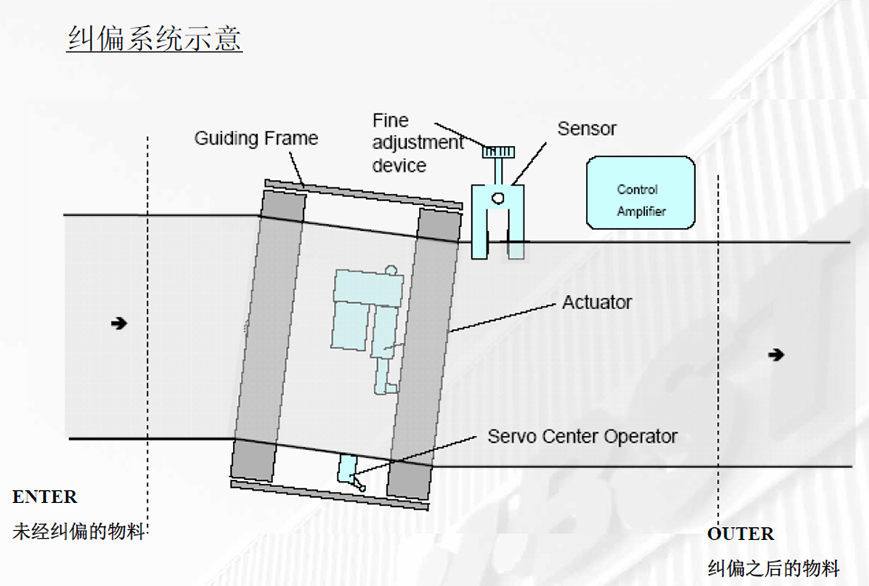
物料纠偏控制系统
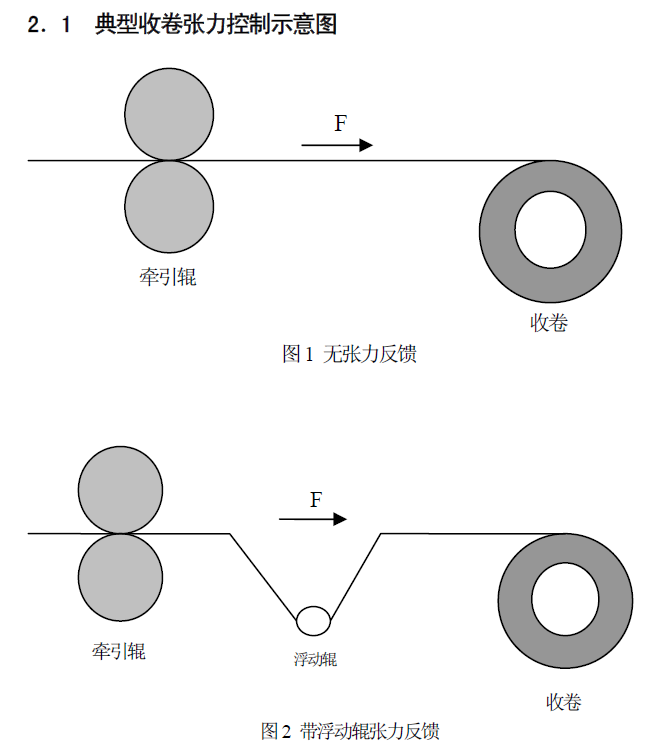
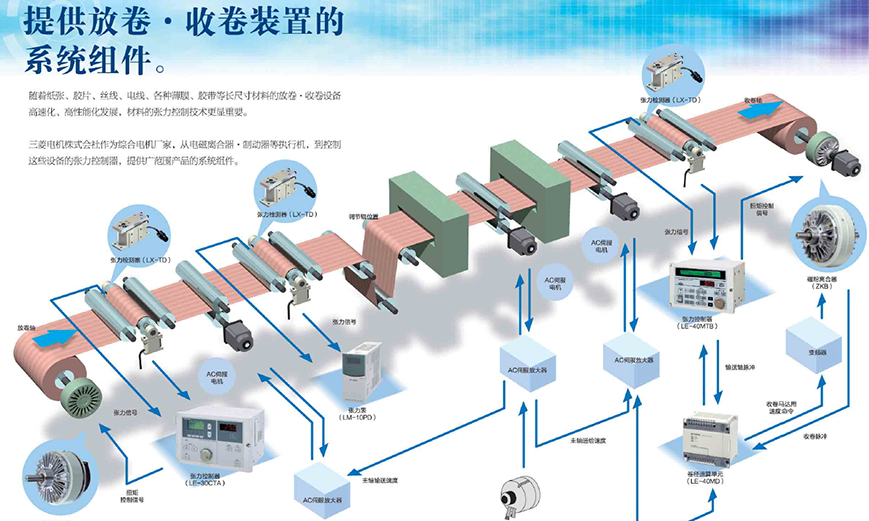
卷取张力及放卷张力控制
1、无张力传感器检测机构,通过矢量变频器设定张力控制模式,通过PLC及触摸屏设定张力来控制运行张力及停机张力。
2、有张力传感器检测机构,则根据张力反馈控制变频器速度达到恒张力控制。
3、在放卷过程,张力控制可以通过磁粉离合器或气动比例阀或伺服控制器等来控制放卷张力。
恒压供水控制系统
1、根据管道压力传感器实际数据,由PLC或数字仪表设定压力值,PID调节变频器运转速度,达到设定压力值。
2、多台水泵运行时,依次运行下一台水泵,直至压力符合要求。压力超出设定值,依次停止水泵。

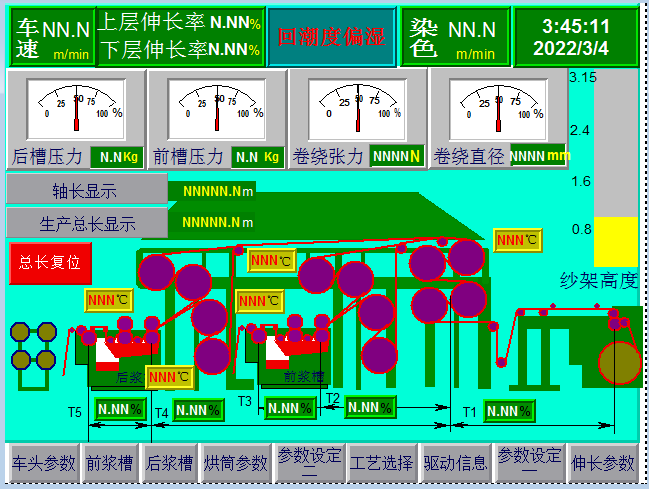
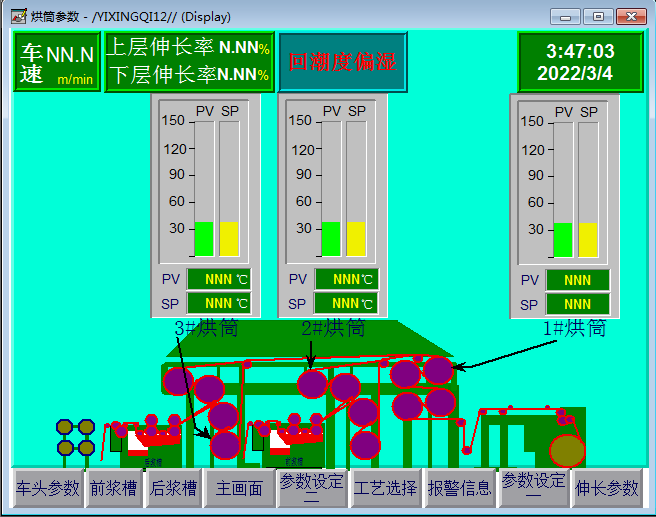
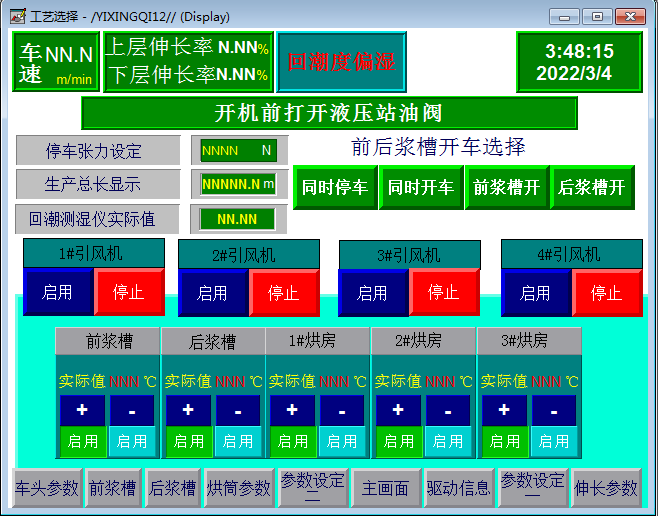
七单元浆纱机AB PLC控制系统
1、AB PLC,变频器,触摸屏,以太网通信。
2、变频器运行状态及电流在触摸屏显示。
3、建立配方数据。
4、卷起变频器无张力传感器,触摸屏上设定张力,直接张力模式控制。
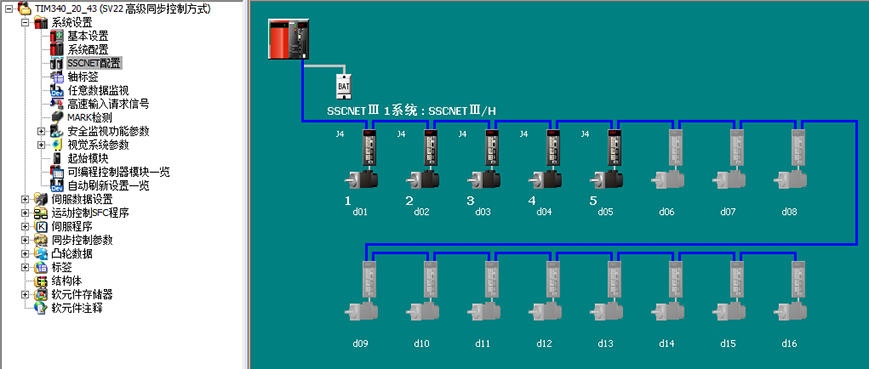
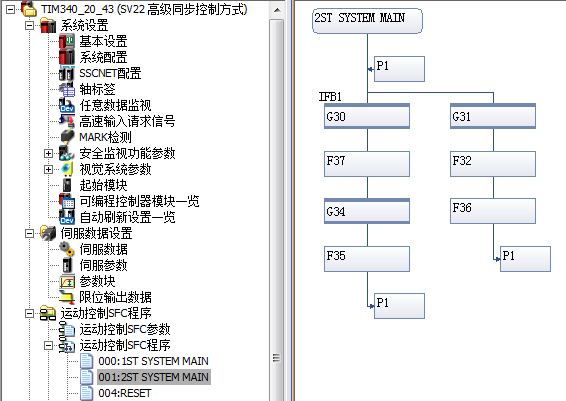
无心磨多伺服控制系统
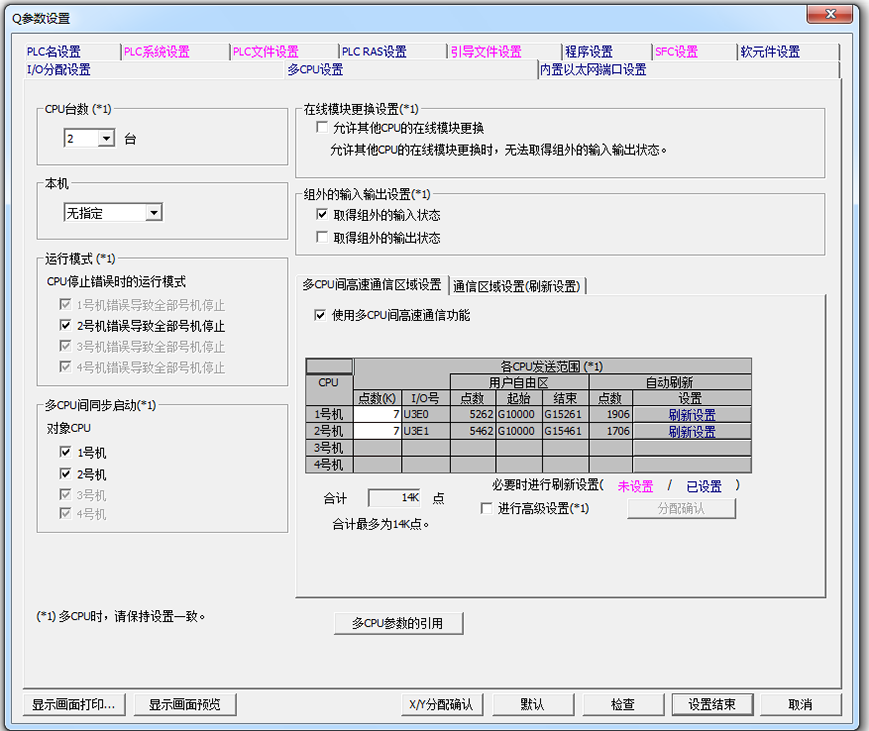
1、三菱Q系列CPU运动控制系统。
2、无心磨精度要求特别高,要求伺服控制稳定可靠。
3、中途停电保持伺服位置不变。
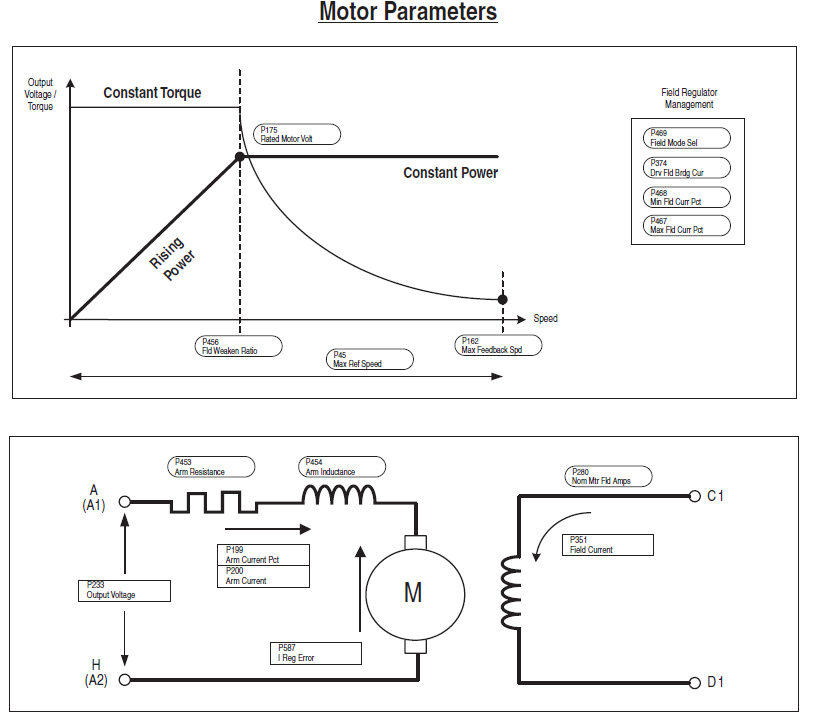
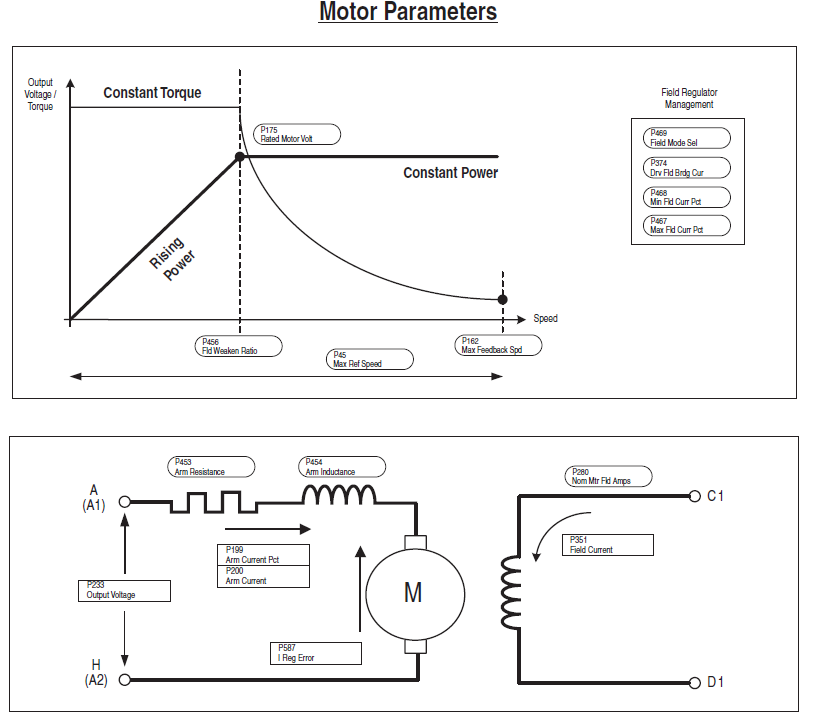
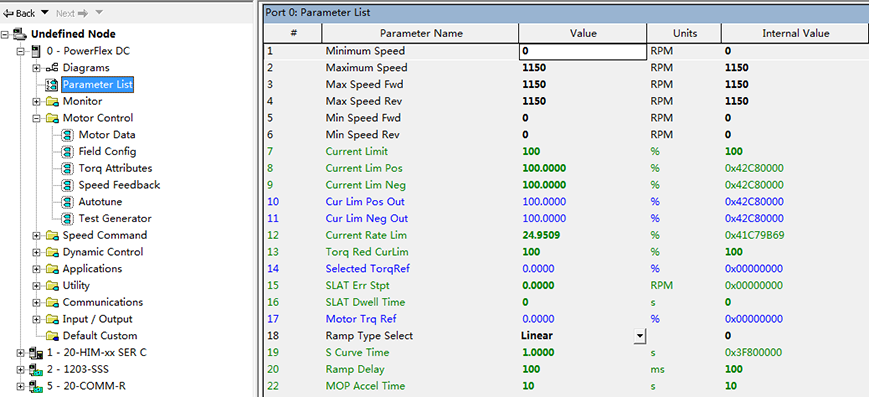
AB直流调速系统
















 冀公网安备13010402003046号
冀公网安备13010402003046号
