

















简短的介绍:
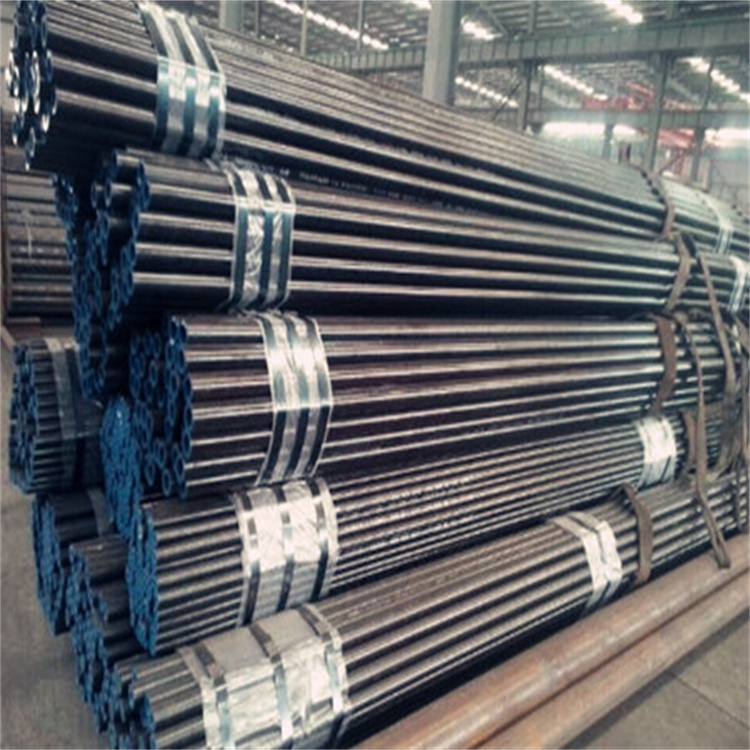
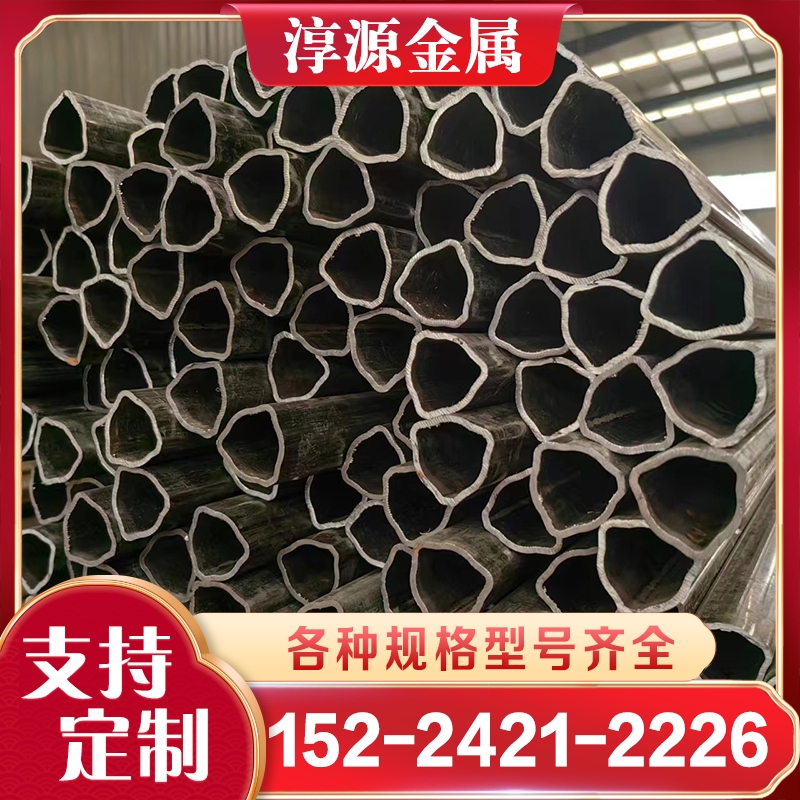
GB 3087 20级钢管制造各种结构低压、中压锅炉和机车锅炉用碳素结构钢热轧(挤压、扩)和冷拔(轧)无缝钢管。
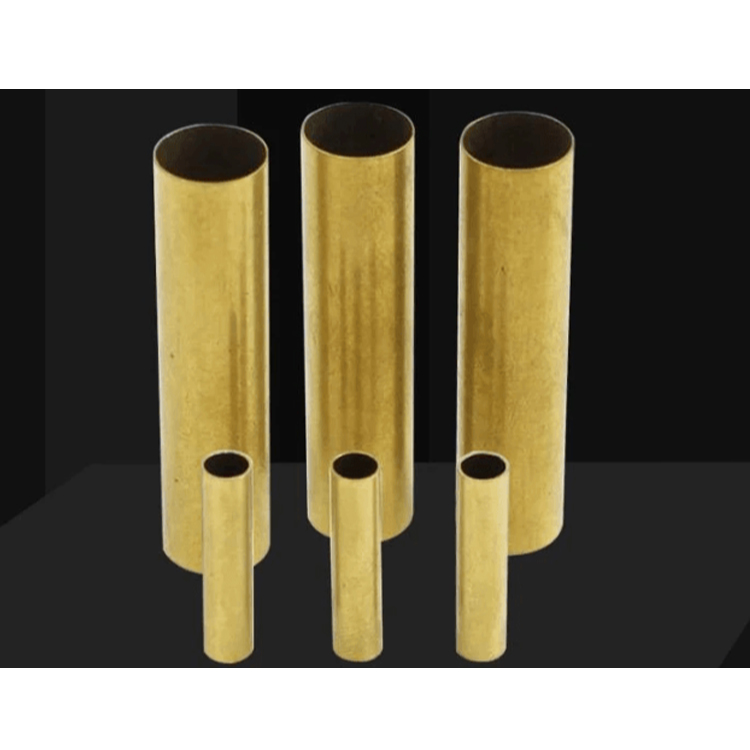
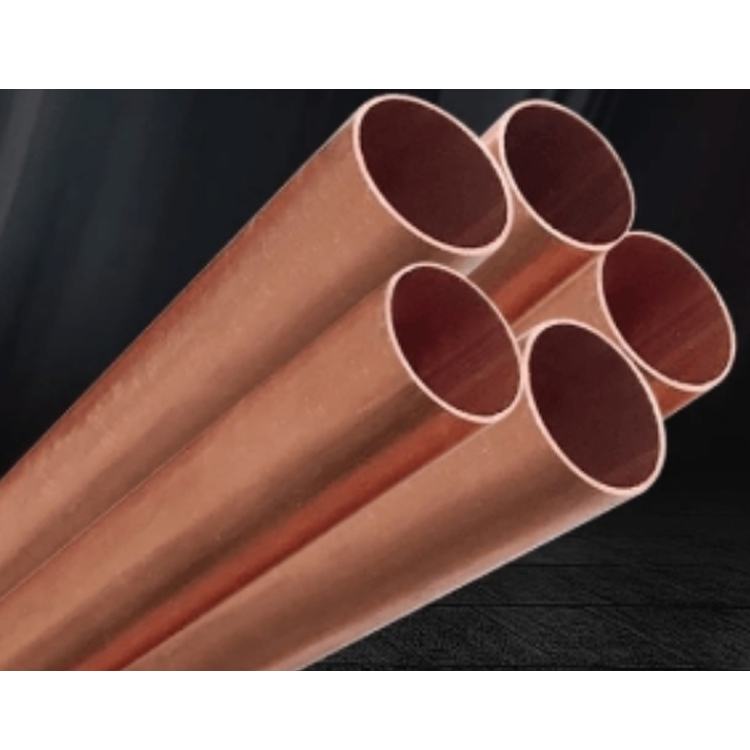
GB 3087 20级无缝锅炉管 标准:GB 3087 GB 3087——低中压锅炉用无缝钢管 GB 3087标准适用于制造热轧(挤压、扩)和冷拔的碳素结构钢各种结构低压、中压锅炉及机车锅炉用(轧)无缝钢管。 GB 3087 20级低中压锅炉用无缝钢管GB 3087 20级无缝锅炉管 详细信息 制造:无缝工艺,热精加工或冷精加工 壁厚(WT):3.2毫米——21毫米。 外径(OD):33 mm——323 mm 长度:6M或根据需要定长度。 端部:平端、斜端、螺纹
附加信息
付款方式:T / T、LC
交货:付款后 7-15 天
表面:管子将涂漆(仅外部)以防止生锈。
标记:标准+钢号+尺寸+炉号+批号
包装:捆扎(六角形)、木箱、板条箱(钢/木)或根据需要
制造方法
(1)制造钢的方法
钢通过电炉、氧气制造转炉法或平炉法。
(2)管坯的制造方法
管坯可以通过热轧法来制造,也可以使用连铸坯或钢锭。
(3)钢管的制造方法
钢管可采用热轧(挤压、扩管)或冷拔(轧制)无缝方法制造。
交货状态
钢管应以热轧或热处理状态交货。
热轧状态交货的钢管终轧温度应不低于Ar3。
试验
(1)水压试验
钢管应一根一根地进行水压试验。
(2)压扁试验
外径大于22mm至400mm、壁厚不大于10mm的钢管应进行压扁试验。
(3)扩口试验
壁厚不大于8mm的钢管可进行顶锥度为30°、45°或60°的扩口试验。
(4)弯曲试验
外径不大于22mm的钢管进行弯曲试验。
(5)无损检测
根据需方要求,对钢管一根一根进行超声波探伤。
表面质量
钢管的内外表面不得有裂纹、折叠、折痕、结皮或分离,这些缺陷应完全清除。清理深度不得超过公称壁厚的负偏差,清理现场的实际壁厚不得小于墙体允许的小值。 包装、标志和质量说明 钢管的包装、标志和质量说明应符合GB/T 2102的规定










 冀公网安备13010402003046号
冀公网安备13010402003046号
