
























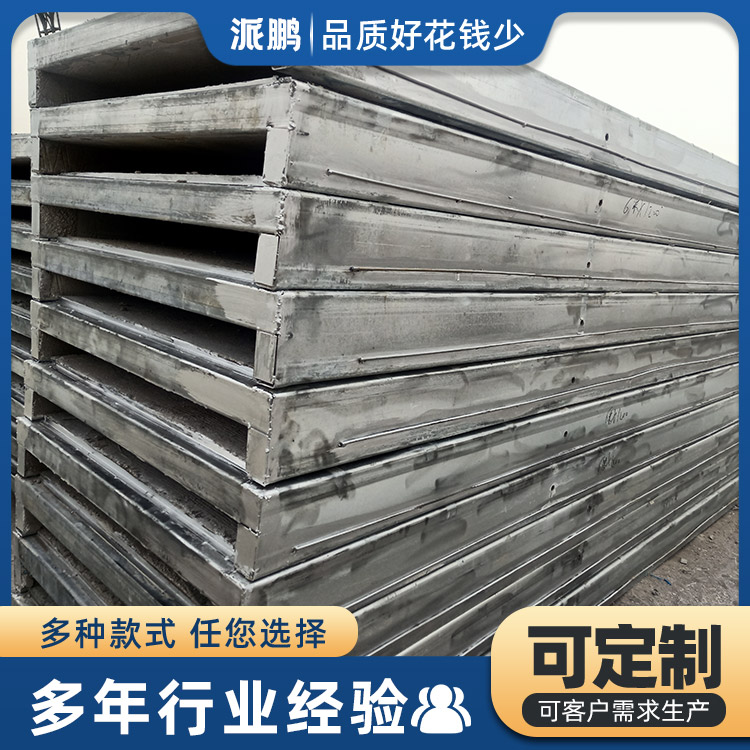
D1409刹车片钢背的钢板从钢厂运送回来后是卷料,需要将卷料裁切成块料(1520*6000mm),然后再依据钢背的大小切成比钢背实际大6mm左右的钢板条;然后再进行落料(160~200T冲床),即我们常说的制胚,制成毛胚后,再去进行压斜边,因为钢背压制成磨擦块后,在装配在刹车盘上后,因装配的需要与美观,需要有一个整体斜边,因为在压斜边的过程当中容易引起局部膨胀,对品质要求高的产品还需要增加一道压平面的工序。接着就是冲孔(80T冲床),冲孔后,以孔为定位,把客户名、款号等其它信息印字(80T冲床),然后去冲钉(80T冲床)。














 冀公网安备13010402003046号
冀公网安备13010402003046号
