









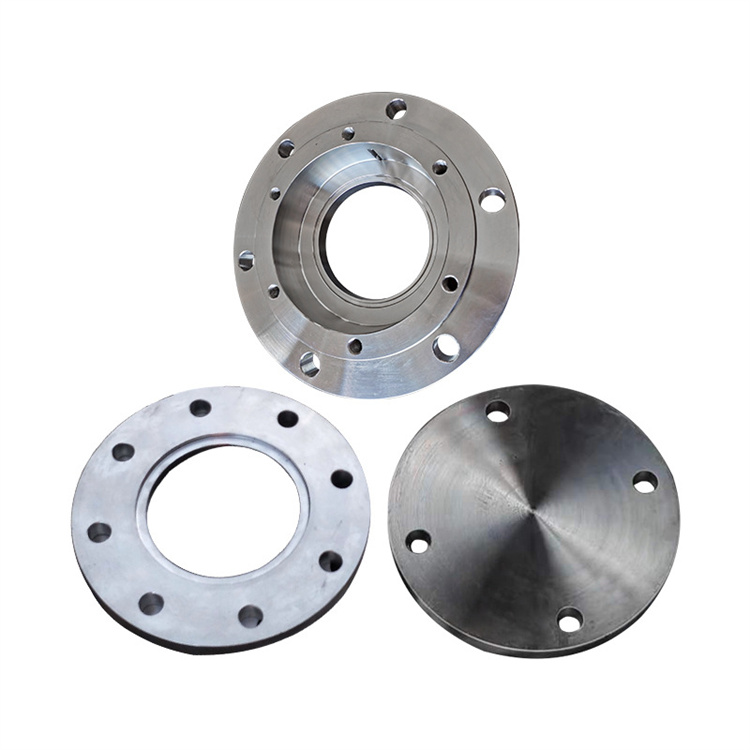














五金冲压件的制造原则
(1)精密原则:拉深件的工序数量与材料性质、拉深高度、拉深阶梯数以及拉深直径、材料厚度等有关。
(2)精细原则:弯曲件的工序数量首要取决于其结构形状的凌乱程度,需根据弯曲角的数目和弯曲方向而定。
(3)精美原则:当冲压加工件的断面质量和标准精度要求较高时,可以考虑在冲裁工序后再增加修整工序或许直接选用精细冲裁工序。
(4) ** 原则:冲裁形状简略的工件时,选用单工序模具结束即可,而在冲裁形状凌乱的工件时,由于模具的结构或强度受到限制,其表里归纳应分红几部分冲裁,需选用多道五金冲压加工工序。
(5)精品原则:为了保证精细五金冲压件的质量,有时就需要工序数目。如弯曲件的附加工艺孔冲制、成形工艺中的增加变形减轻孔冲裁以转移变形区等,保证精细、精巧的精品程度。



















 冀公网安备13010402003046号
冀公网安备13010402003046号
