





















 2、喷吹工艺参数
2、喷吹工艺参数
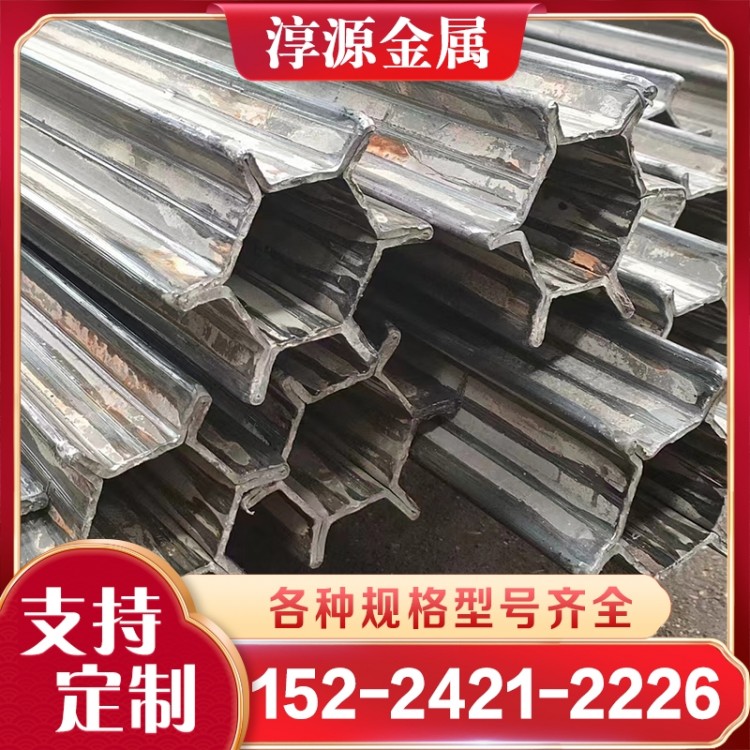
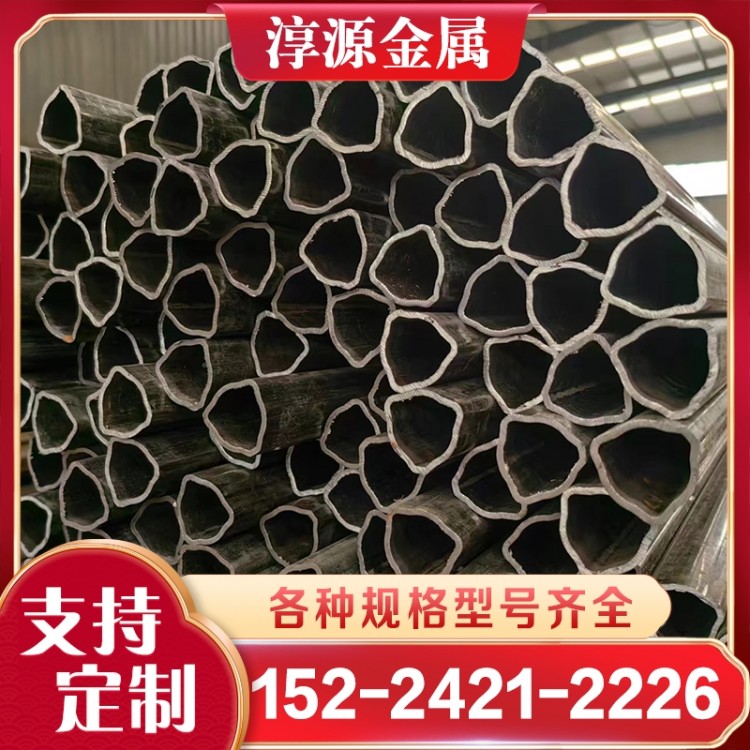
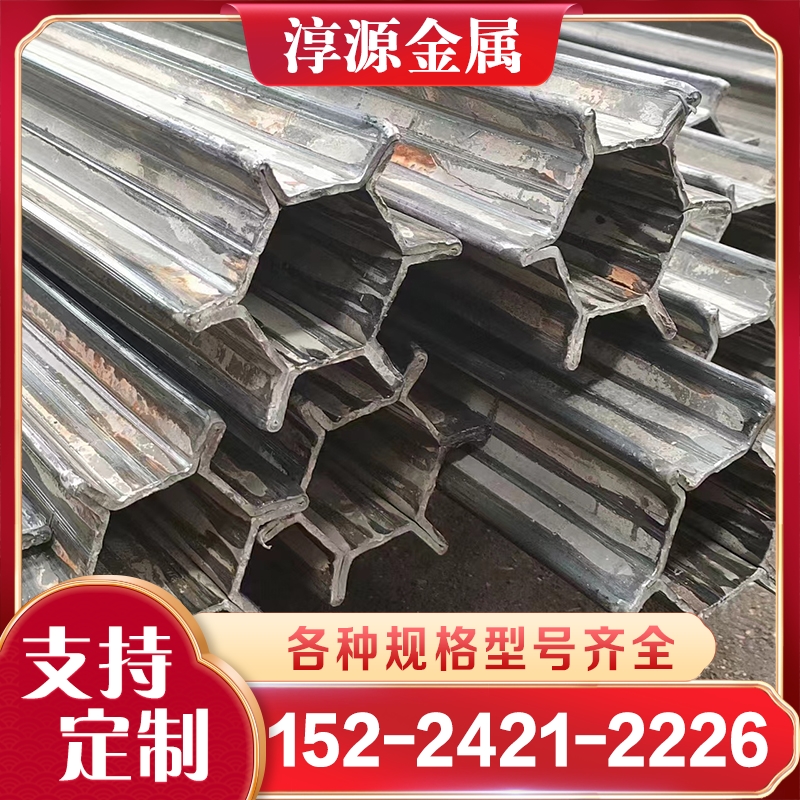
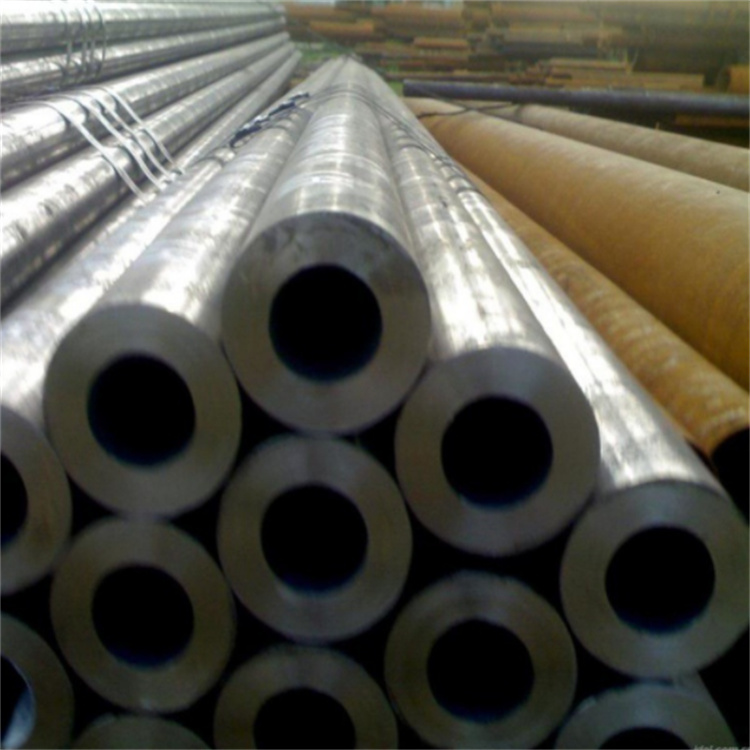
1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。
2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。
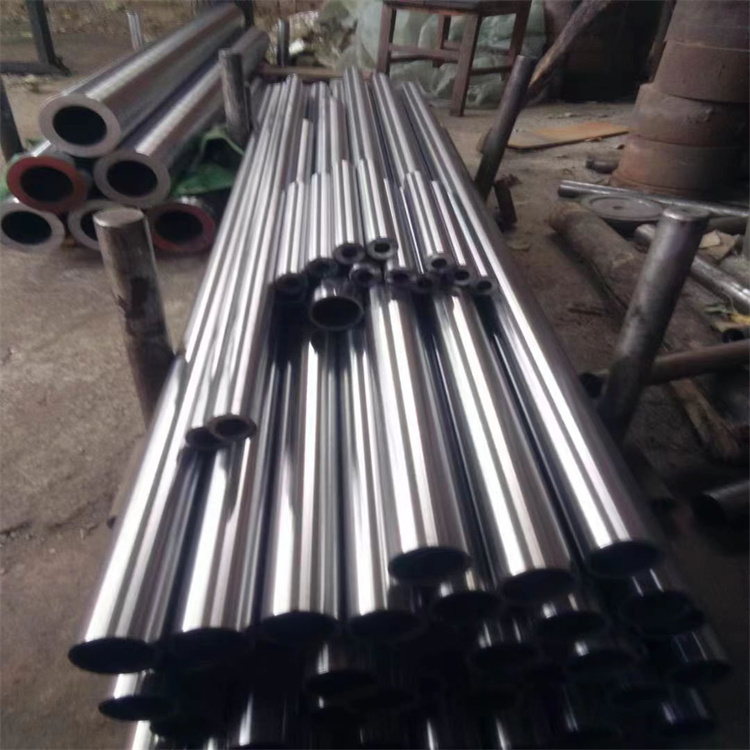
3、芯棒润滑
芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。














 冀公网安备13010402003046号
冀公网安备13010402003046号
